3 return from reference point return (g29), Figure 2.2.3.1 return from reference point, Return from reference point return (g29) -18 – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 46
2 - 18
YASNAC PCNC Programming Manual
Chapter 2: Commands Calling Axis Movements
is interrupted. In this case, the cycle start lamp goes OFF.
(2) Supplements to the Reference Point Return Check Command and Other Operations
•
If G27 is specified in the tool offset mode, positioning is made at the position dis-
placed by the offset amount and the positioning point does not agree with the reference
point. It is necessary to cancel the tool offset mode before specifying G27. Note that
the tool position offset and tool length offset functions are not canceled by the G27
command.
•
Check is not made if G27 is executed while the machine lock state is valid even for
one axis. For example, if an X-axis movement command is specified in the G27 block
while in the Z-axis neglect state, X-axis position is not checked.
•
The mirror image function is valid to the direction of axis movement in the reference
point return operation called by G27. To avoid a position unmatch error, the mirror
image function should be canceled by specifying M94 before executing G27.
2.2.3
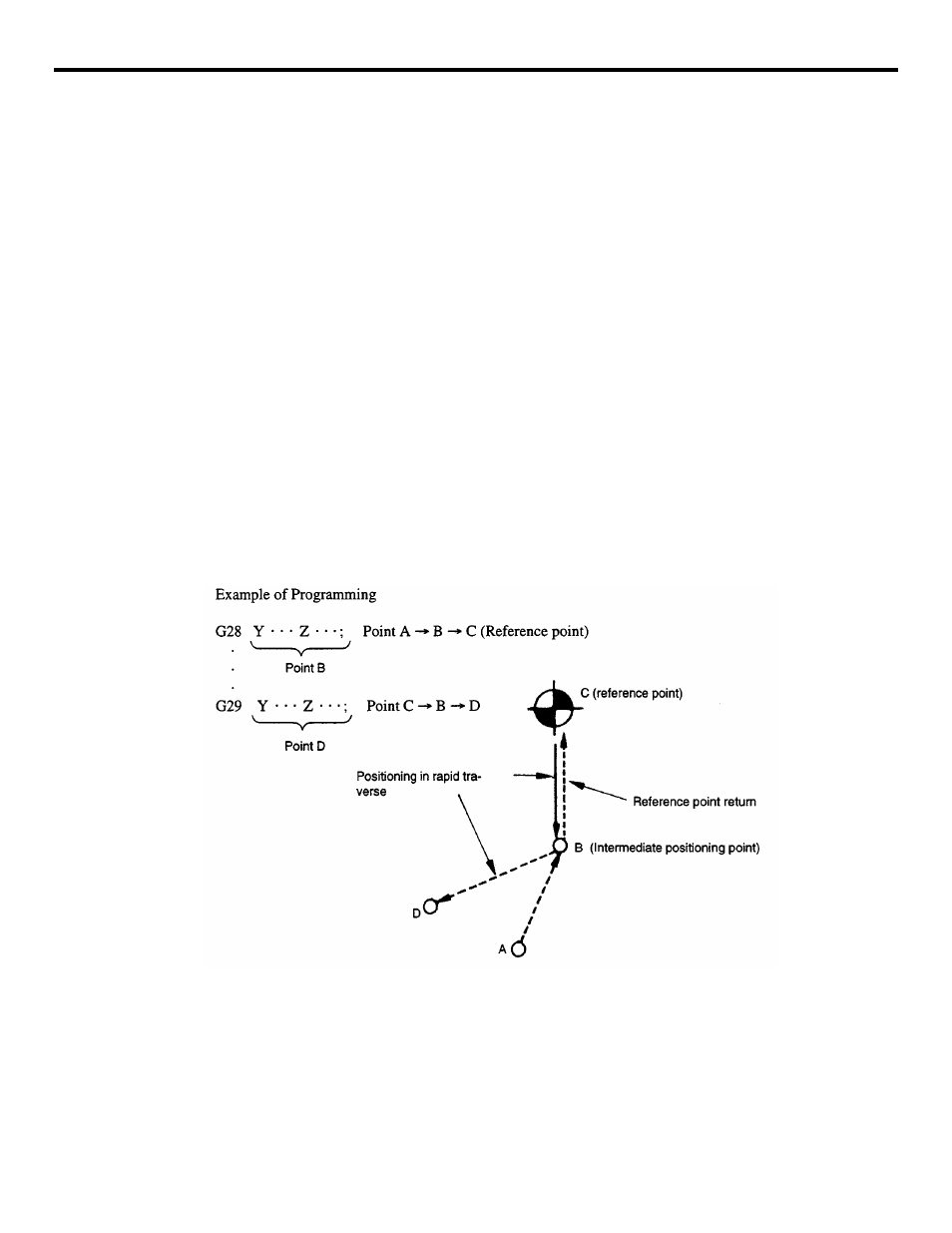
Return from Reference Point Return (G29)
The commands of “G29 Y • • • Z • • •;” the axes, having been returned to the reference point by
the execution of the automatic reference point return function (G28, G30), to the intermediate
positioning point by back tracing the paths along which the reference point return has been exe-
cuted.
FIGURE 2.2.3.1 Return from Reference Point