Yaskawa YASNAC PC NC Programming Manual User Manual
Page 27
1 - 20
YASNAC PCNC Programming Manual
Chapter 1: Programming Basics
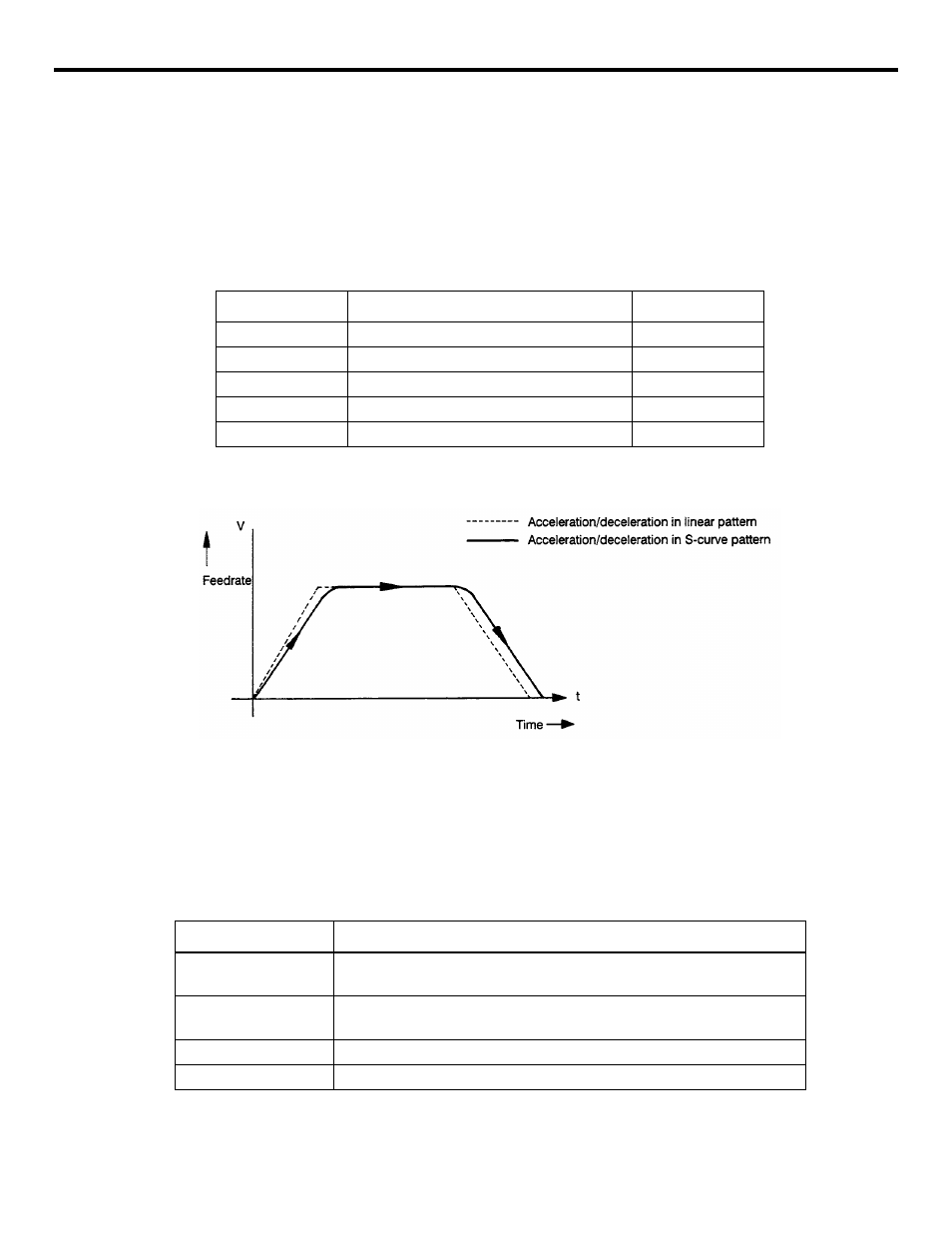
(2) Acceleration and Deceleration in S-curve Pattern *
For positioning operation (G00 mode positioning), S-curve pattern can be selected for the
acceleration/deceleration pattern instead of the linear pattern. By using the S-curve pattern,
positioning is possible at a high acceleration/deceleration rate without applying shock to the
machine. The S-curve pattern for rapid traverse is defined by the following parameters.
Table 1.2.6.2:
S-curve Pattern Defining Parameters (for Rapid Traverse)
Fig. 1.2.6.2
Acceleration/Deceleration in S-curve Pattern
For the S-curve pattern acceleration/deceleration, time constant is provided for the individual axes
and setting is possible in the range from 0 to 20.
Table 1.2.6.3:
Time Constant for S-curve Pattern Control
Parameter
Description
Setting range
pm2591
For rapid traverse of X-axis
0 to 20
pm2592
For rapid traverse of Y-axis
0 to 20
pm2593
For rapid traverse of Z-axis
0 to 20
pm2594
For rapid traverse of 4th-axis
0 to 20
pm2595
For rapid traverse of 5th-axis
0 to 20
Setting Value
Explanation
0
Feedrate is controlled in the same pattern as acceleration/deceleration in
the linear pattern.
1 to 20 (N)
The S-curve pattern having the time constant of “4 x N” is obtained.
(Maximum time constant 60 msec) I
Less than 0
Regarded as “0”.
Greater than 20
Regarded as “20”.