Table 4.2.7.3 deceleration distance – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 236
4 - 99
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
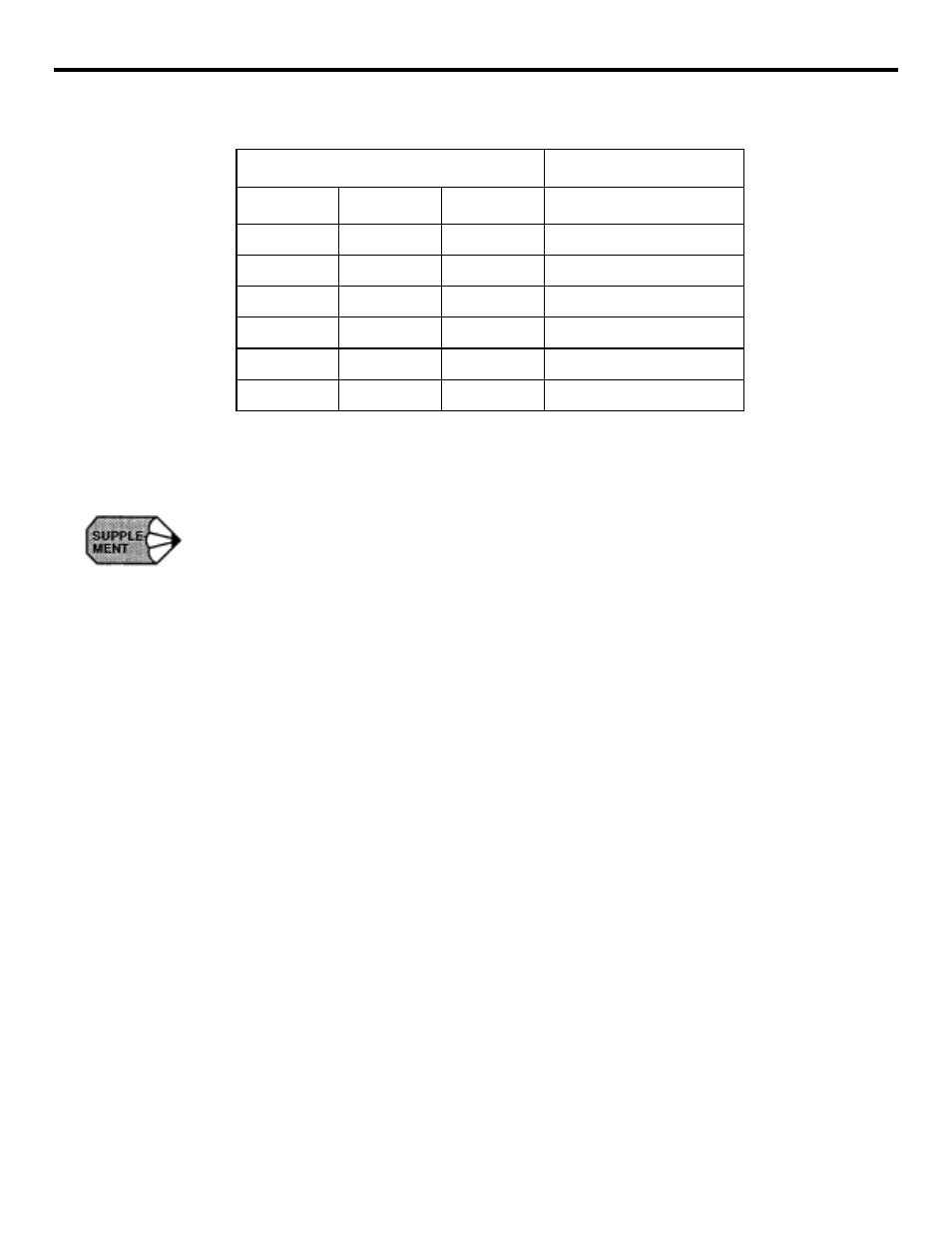
Table 4.2.7.3
Deceleration Distance
Note:
The table above is for “mm” mode. The parameter number is changed as indicated below for
“inch” mode.
pm0861 ‡ pm0863
If the G107 command is specified while this function is valid, the corner feedrate is specified
at the condition specified by G107 until the G108 command is specified. When the G108
command is specified, the corner feedrate designation function is turned OFF and it is turned
ON again when the G107 command is specified once again. If the G107 command is speci-
fied independently without other commands, the status to be established at power ON is
recovered.
To make this function invalid, either set “pm4031 D1 = 0” or specify the G107/G108 com-
mand as indicated in Tables 4.2.7.2 and 4.2.7.3.
(4) The Relationship between the Corner Feedrate Designation and Operations
(a) Override
The override function by the I/O input is valid in the section where the tool is moved at the
specified feedrate (specified feedrate section). In the decelerated feedrate sections, axis
movement stops only if the override signal is “0”.
(b) Override cancel
By canceling the override, 100% override is applied to the specified feedrate. The decel-
erated feedrate specified “by the G107 command is not influenced by override.
Conditions
Specified Value
G107
Address L
pm2585
Decelerated Distance
Used
Used
0
Specified by address L
Used Used
≥
1
Calculate L’ value
Used
Not used
0
Specified by pm0861
Used Not
used
≥
1
Calculate L’ value
Not used
Not used
0
Specified by pm0861
Not used
Not used
≥
1
Calculate L’ value