Yaskawa YASNAC PC NC Programming Manual User Manual
Page 235
4 - 98
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
1. The cutting feed acceleration/deceleration time constant and position loop gain must be
the same for all axes.
2. To make this function invalid, set “0” for pm2585. For the setting conditions under which
the deceleration distance is set, refer to Table 4.2.7.2 in item (c).
(c) Start-up G107 mode selection function
This function establishes the G107 modal mode when the power is turned ON. In addition
to this, the functions described in items (a) and (b) above are automatically set valid at the
same time when the necessary requirements are satisfied.
This function is valid when all of the following requirements are satisfied.
•
Parameter pm4031 D 1 = 1
•
Parameter pm4031 D2 = 1
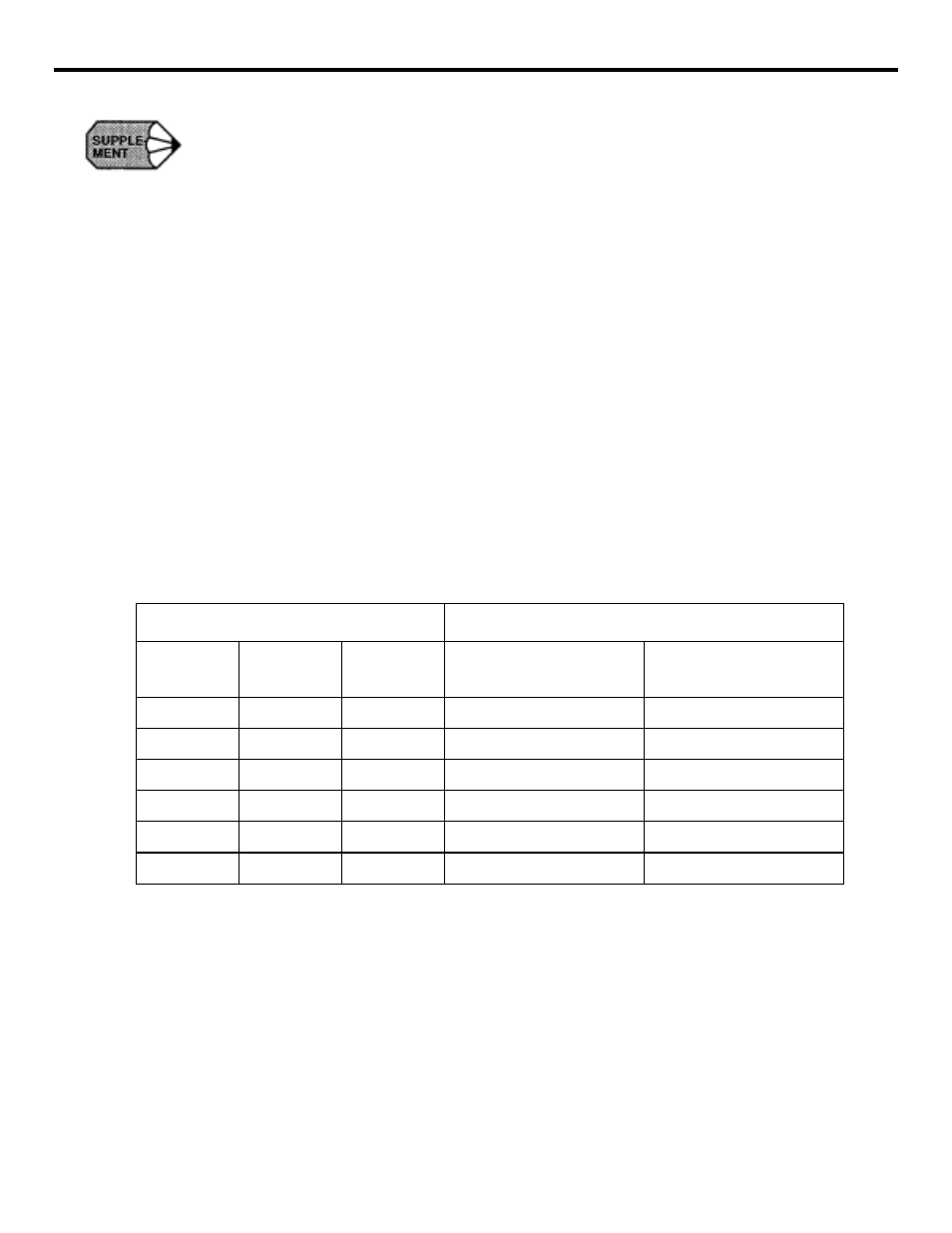
When this function is made valid, the corner feedrate is automatically designated for G01,
G02, and G03 blocks. Concerning the deceleration at corners, arc-corner feedrate, and
deceleration distance, they are specified as shown in Table 4.2.7.2 according to the part
program and the NC parameter setting conditions.
Table 4.2.7.2
Decelerated Feedrate and Arc-corner Feedrate
Note
I:
The table above is for “mm” mode. The parameter numbers are changed as indicated below
for “inch” mode.
pm0416 + pm0417
pm0860 + pm0862
2:
If address Q is specified, priority is given to the value set for address Q.
Conditions
Specified Value
G107
Address P
pm0416 or
Address Q
Decelerated Feedrate
Feedrate at Arc-corner
Used
Used
0
Specified by address P
Specified by address P
Used Used
≥
1
Specified by address P
Calculated FR value
Used
Not used
0
Specified by pm0860
Specified by pm0860
Used Not
used
≥
1
Specified by pm0860
Calculated FR value
Not used
Not used
0
Specified by pm0860
Specified by pm0860
Not used
Not used
≥
1
Specified by pm0860
Calculated FR value