Yaskawa YASNAC PC NC Programming Manual User Manual
Page 110
3 - 60
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
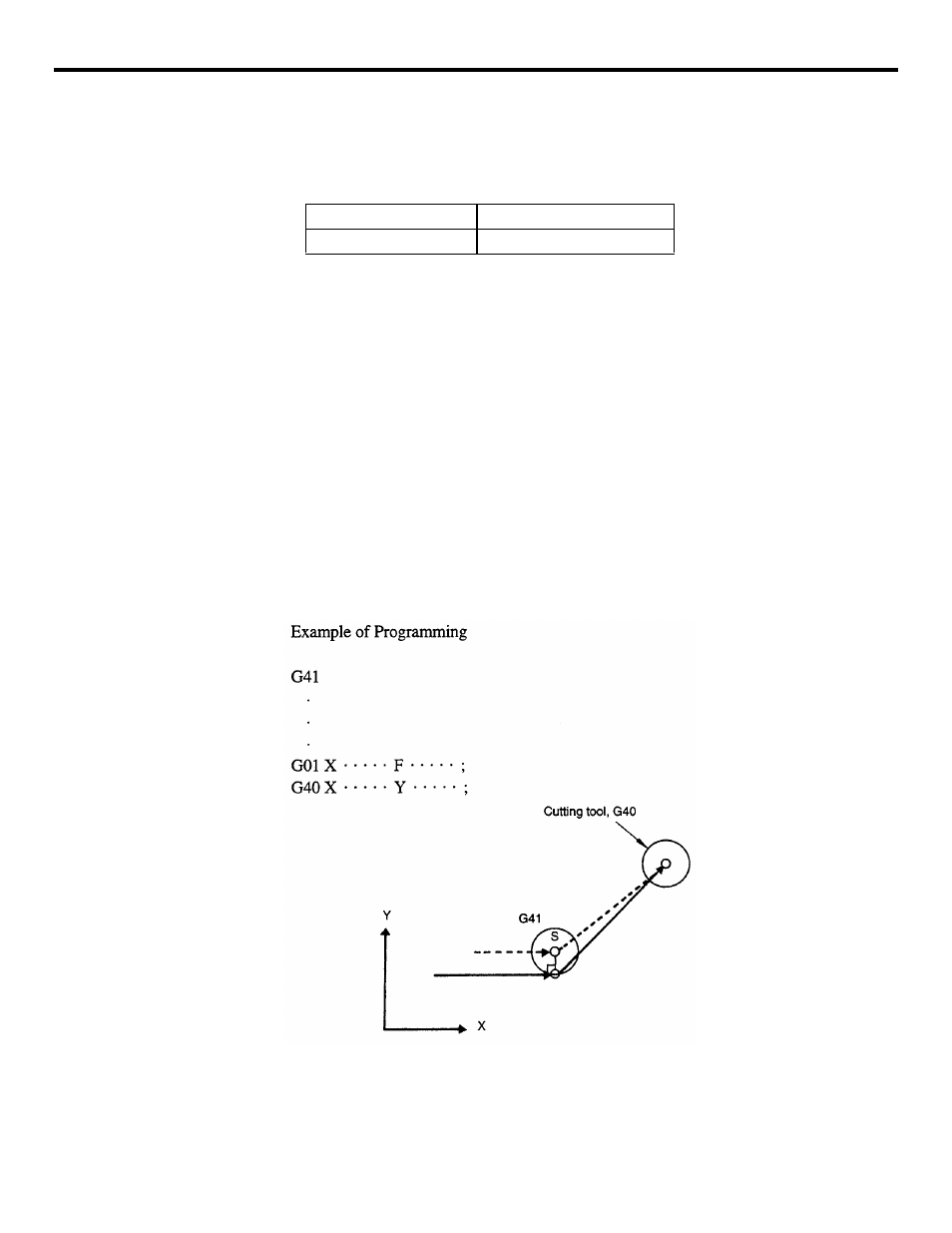
(8) Canceling the Offset Mode
There are two types of offset mode cancellation methods (types A and B), and the method
to be used can be selected by the setting for a parameter.
•
Type A: pm4012 116 = 0
Offset mode cancellation movement is not executed in the G40 block if no axis move
commands are given. The offset mode is canceled by the first axis move command
given in a block specified following the G40 block. Axis move commands should be
specified with G40 in the same block.
•
Type B: pm4012 D6 = 1
Offset mode cancellation movement is executed in the G40 block even if there are no
axis move commands given. The cutting tool moves normally to the offset position at
the end point of the block immediately before the G40 block. Since G40 calls up (off-
set mode cancellation axis movements, it must be specified in the G00 or G0l mode. If
it is specified in a mode other than G00 or G01, alarm “0181” occurs.
(a) Canceling the offset mode at inside corner (smaller than 180°)
•
Straight-line to straight-line
FIGURE 3.4.4.36 Canceling the Offset Mode at Inside Corner
(Straight-line to Straight-line)
pm4012 D6 = 0
Type A
pm4012 D6 = 1
Type B