Yaskawa YASNAC PC NC Programming Manual User Manual
Page 196
4 - 59
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
•
Combination of designation of rapid traverse section, repeat command, and circle cut-
ting in spiral
By specifying “G12 (or G13) I
• • •
R
• • •
(or J
• • •
) K
• • •
Q
• • •
L
• • •
F
• • •
;”, it is pos-
sible to combine the addresses indicated above.
•
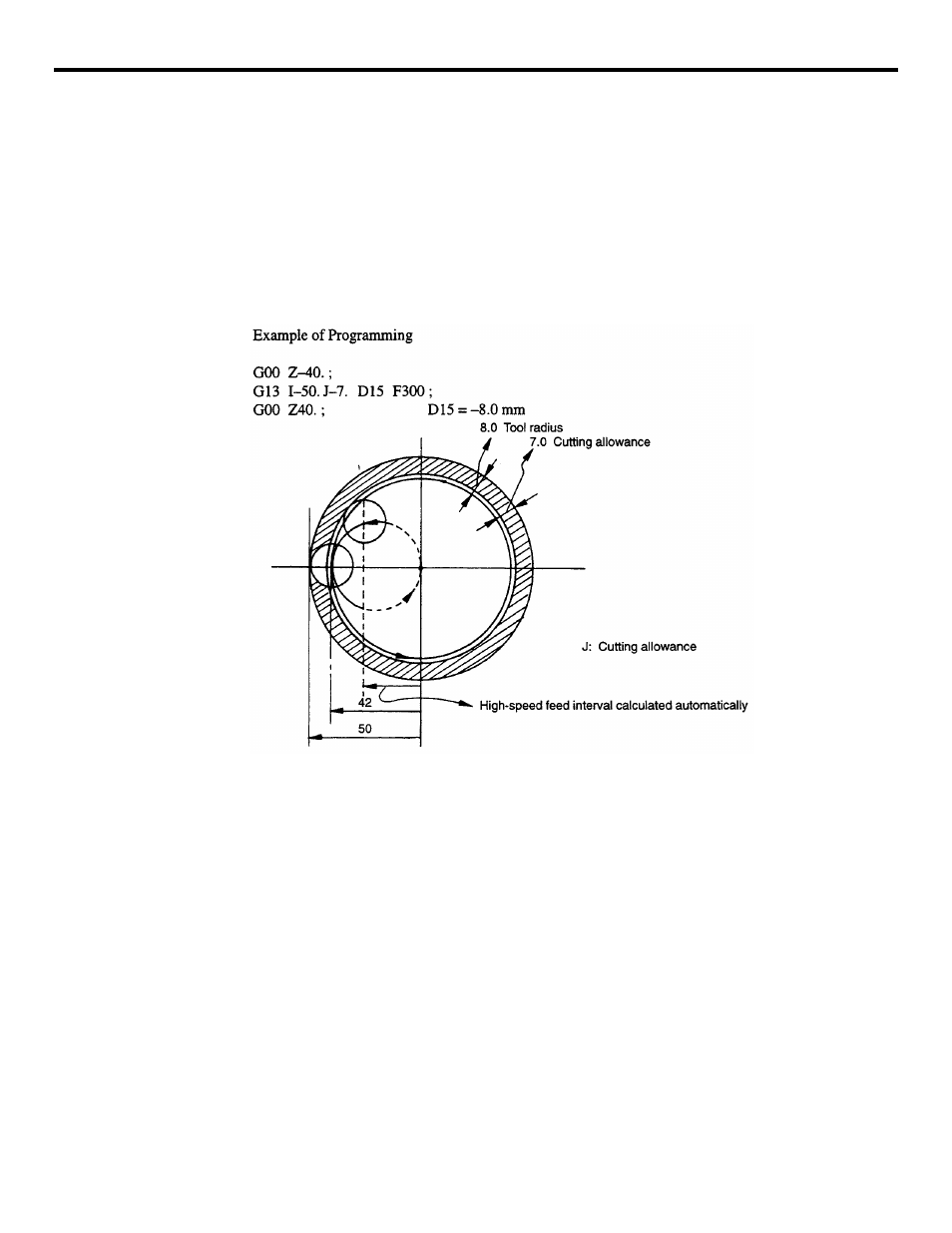
High-speed feed interval automatic calculation designation by J
By specifying “G12 (or G13) I • • • J • • • D • • • F • • •;”, the high-speed feed intervals
can be calculated automatically. To show how the spiral path is generated, the illustra-
tion is given assuming tool radius (D) of 0.
FIGURE 4.1.5.4 High-speed Feed Interval Automatic Calculation Designation by J
(2) Notes and Supplements to the Circle Cutting Function
•
Circle cutting is possible only in the XY plane. If circle cutting is specified in a plane
other than the XY plane, alarm “0361” occurs.
•
The feedrate to be selected for axis move in the high-speed feed intervals is set for
parameter pm2862. It is possible to override this feedrate. However, when the DRY
RUN switch is ON, the dry run feedrate is used.
•
In the circle cutting mode (G12, G 13), the tool paths are generated by compensating
for the tool radius independent of the designation for the tool radius offset function
called up by G41 and G42.
G12 and G13 must be specified in the G40 (tool radius offset cancel) mode. If these G
commands are specified in other than G40 mode, alarm “0182” occurs.