Table 1.2.6.4: parameters for tapping – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 28
1 - 21
YASNAC PCNC Programming Manual
Chapter 1: Programming Basics
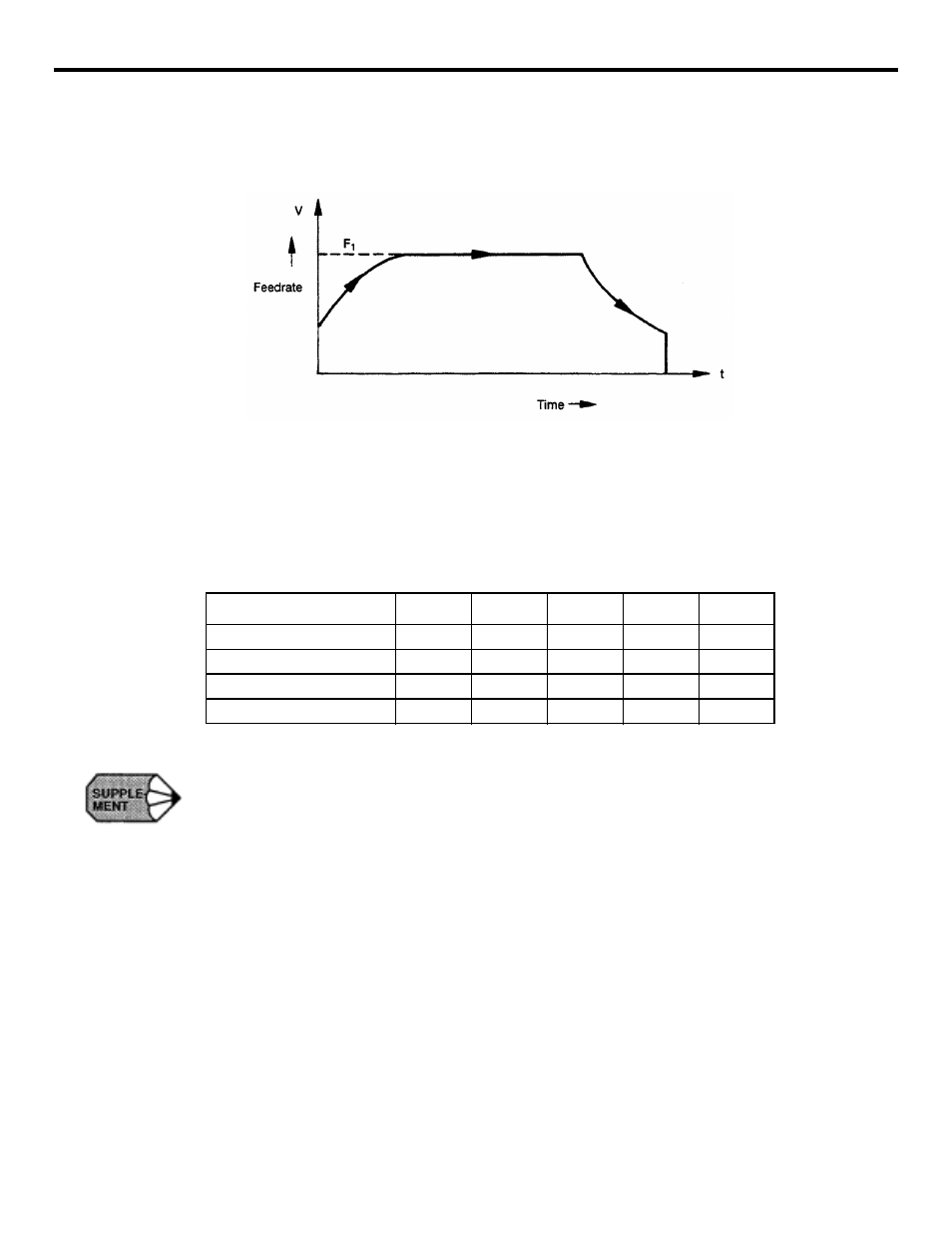
(3) Acceleration and Deceleration for Cutting Feed
For cutting feed (G01 to G03 mode), feedrate is controlled by the automatic acceleration/
deceleration in the exponential pattern.
Fig. 1.2.6.3
Acceleration/Deceleration in Exponential Pattern
Time constant for cutting feed and feedrate bias are set for parameters. For tapping, time constant
and feedrate bias can be set independently.
Table 1.2.6.4:
Parameters for Tapping
1. For the parameters indicated above, the most optimum values are set for respective
machines. Do not attempt to change the setting unless necessary.
G code
X-axis
Y-axis
Z-axis
4th-axis
5th-axis
Feedrate time constant
pm2501
pm2502
pm2503
pm2504
pm2505
Feedrate
bias
pm2821 pm2822 pm2823 pm2824
pm2825
Tapping time constant
pm2511
pm2512
pm2513
pm2514
pm2515
Tapping
feedrate
bias
pm2831 pm2832 pm2833 pm2834 pm2835