Figure 3.2.3.2: example of programming 2 – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 74
3 - 24
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
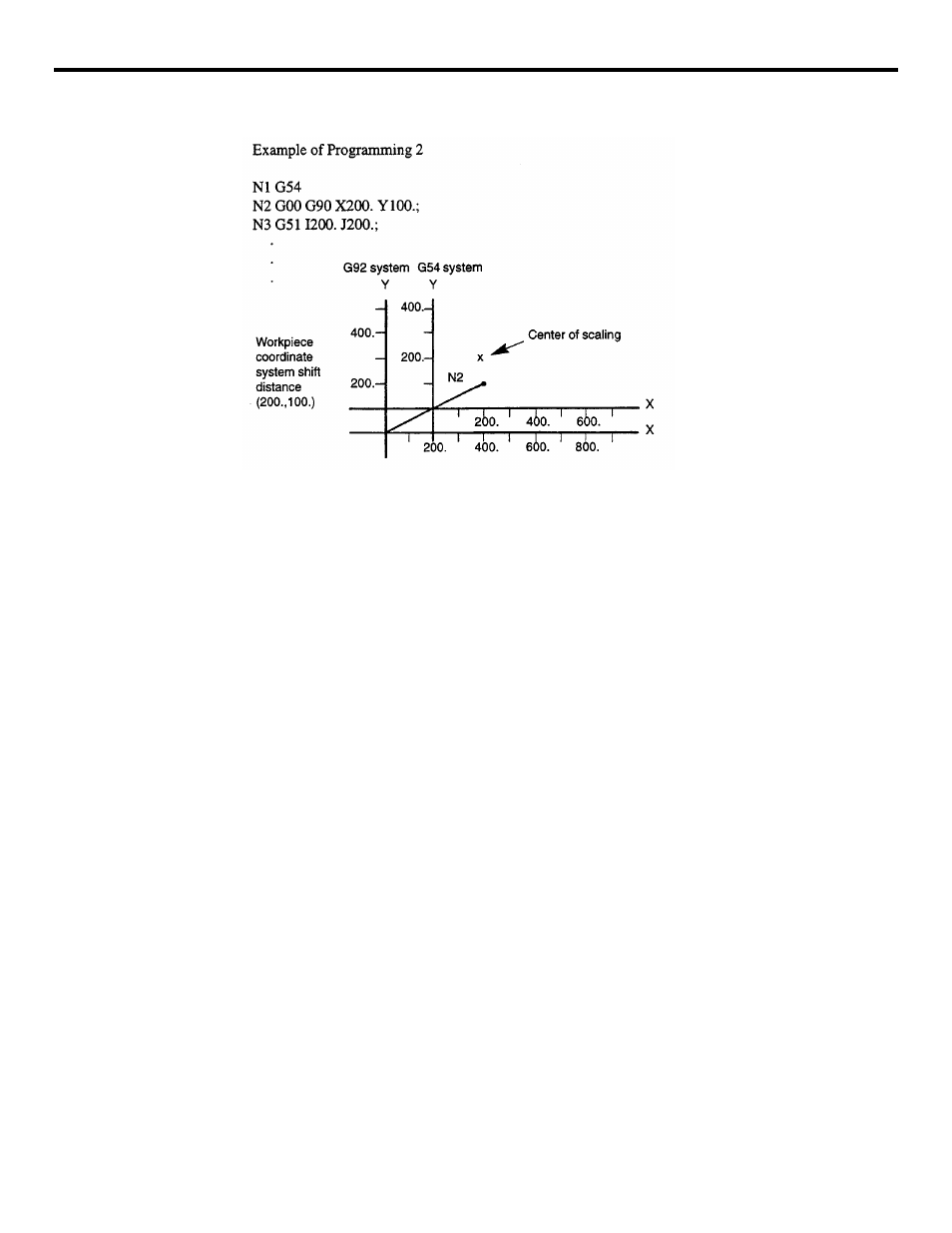
FIGURE 3.2.3.2: Example of Programming 2
(2) Supplements to the G50 and G51 Commands
•
The scaling mode should be turned ON in the approach operation to start machining
and turned OFF after retracting a cutting tool from the workpiece. If it is turned ON
after the start of machining, the shape cannot be machined accurately.
•
Scaling is applied to the two axes in the plane for machining. If scaling is applied to
only one axis, the circular arc will be distorted. Therefore, an alarm occurs when cir-
cular interpolation is going to be executed if scaling is applied to only one axis.
•
If a scale factor greater than “1” is set, make sure that the commands after scaling will
not exceed the maximum programmable value.
•
Scaling factor of “0” cannot be specified. If specified, alarm “0281” occurs.
•
For offset amounts, scaling is not applied.
•
It is not allowed to execute a canned cycle with scaling applied to the Z-axis.
Otherwise, alarm “0280” occurs.
•
The scaling mode is canceled (G50) by the reset operation (pressing the [RE-SET]
key, M02, M03, or external reset).
•
In the scaling mode, command values and present position data display are all pro-
cessed after scaling.
•
In the scaling mode, the following G codes cannot be specified. If specified, alarm
“0280” occurs.
G27, G28, G29, G30, G31, G52Q2, G53, G92
•
Scaling (G51) command cannot be specified in the tool radius offset C mode.
Otherwise, alarm “0280” occurs.
•
Alarm code relating to the scaling function are indicated in Table 3.2.3.2.