Yaskawa YASNAC PC NC Programming Manual User Manual
Page 124
3 - 74
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
•
If the M00, M01 (or M02, M30) command is specified in the offset mode, correct off-
set processing is interrupted since such M codes prohibit buffering of blocks. To
avoid this, insert a dummy block including I, J, or K immediately before the block that
includes M00 or M01. This allows continuous correct offset processing.
•
The tool offset data memory capacity varies depending on whether the option is
selected or not. The maximum value that can be set as the tool radius offset value is
±999.999 mm (or ±99.9999 inch).
•
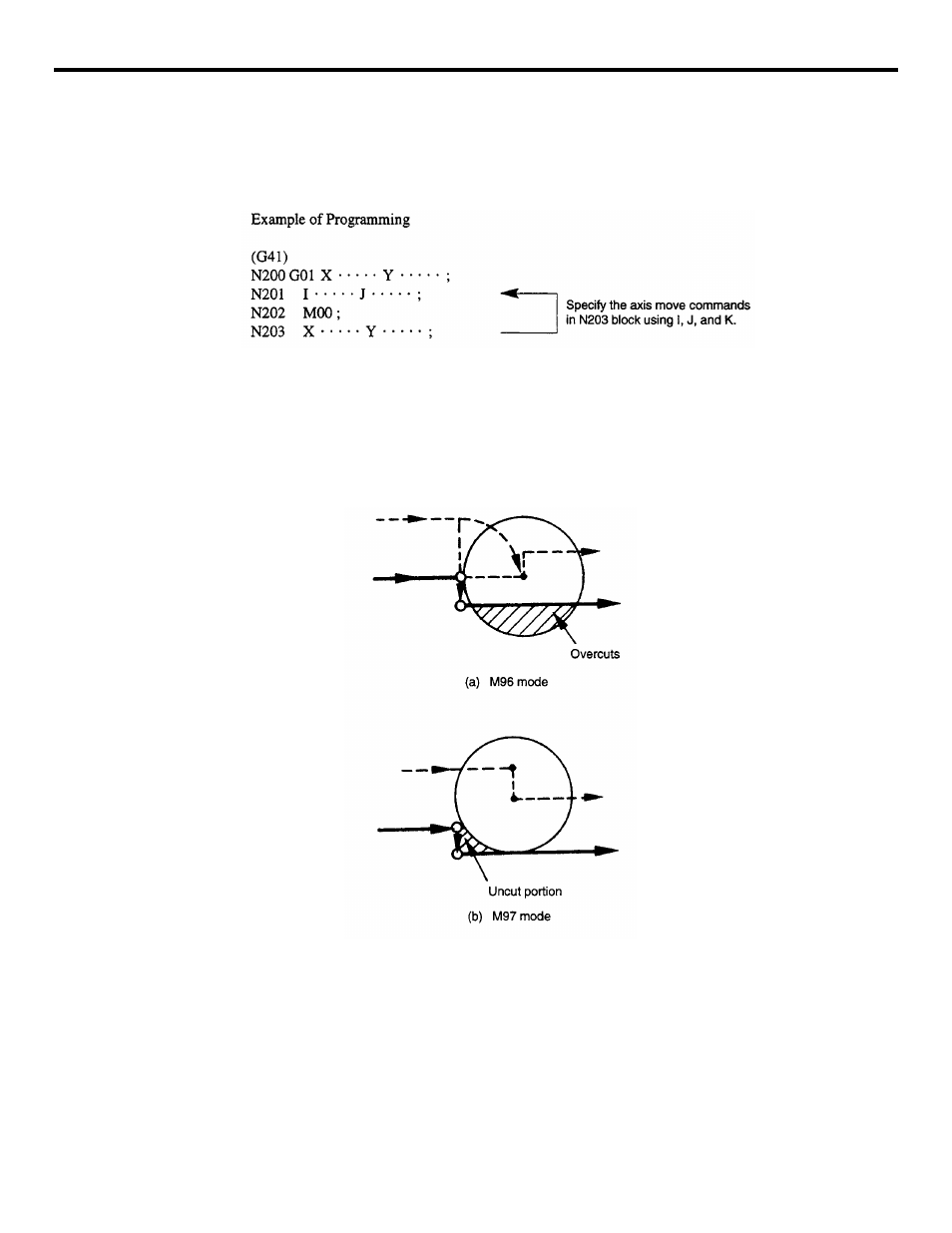
If compensation is made in the M96 mode for a step which is smaller than the tool
radius, overcuts occur. If M97 mode is selected for the same operation, an uncut por-
tion is left. However, in actual cutting, it is recommended to select the M97 mode.
FIGURE 3.4.4.56 Offsetting at Step Smaller than Tool Radius
l