4 radius offset c function (g40, g41, g42), Figure 3.4.4.1: tool radius offset c – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 90
3 - 40
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
3.4.4
Radius Offset C Function (G40, G41, G42) *
The tool radius offset function automatically offsets the programmed tool paths by specifying the
radius of the cutting tool to be used. The distance to be offset (radius of cutting tool) can be
stored to the tool offset data memory by using the switches on the NC operation panel. In a pro-
gram, the offset data are called up by specifying the number of the tool offset data memory using
a D code.
(1) Commands
To call up the tool radius offset C function, the following G codes are used.
Table 3.4.4.1
G Codes Used to Call Up the Tool Radius Offset C Function
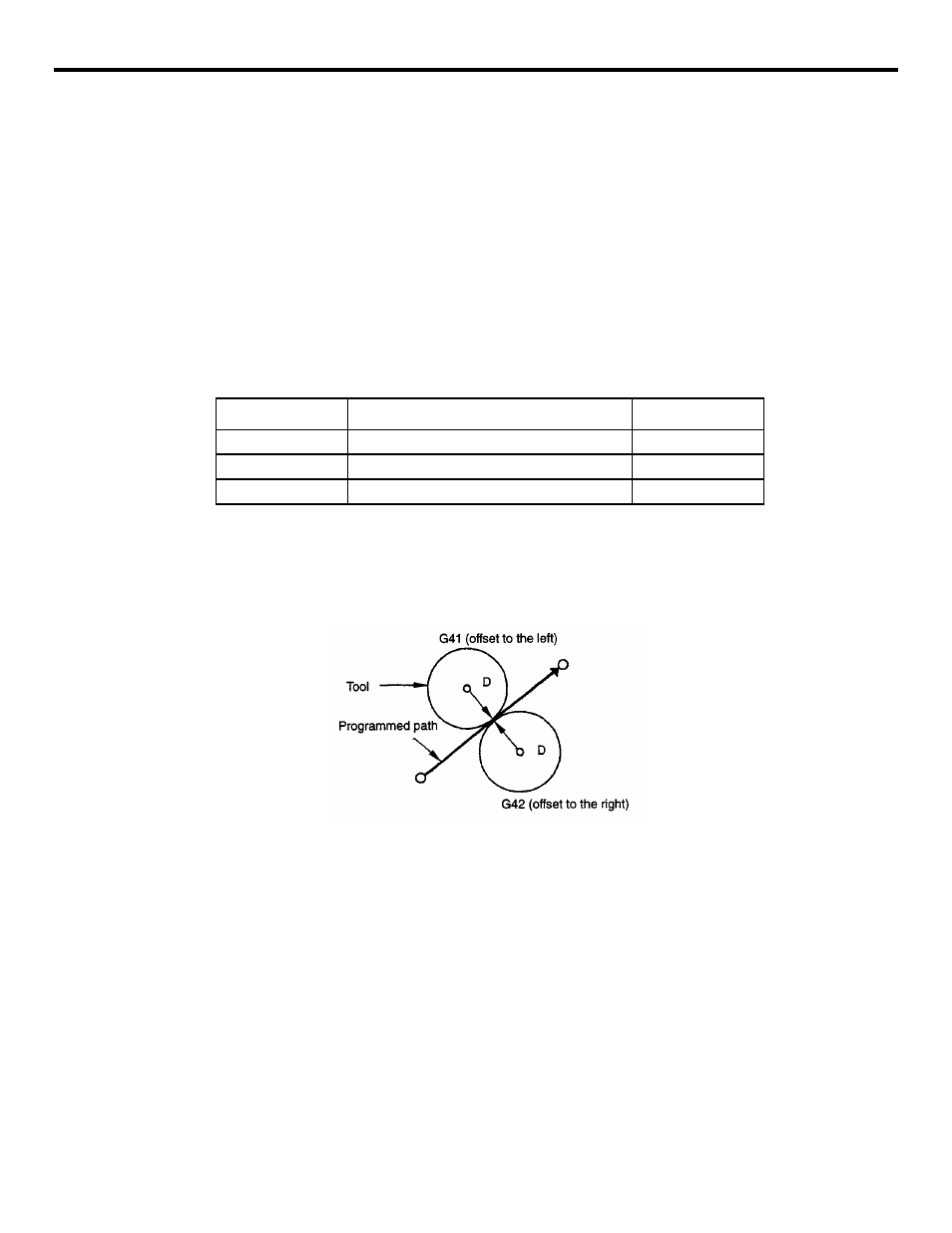
The tool radius offset C function is called up by the execution of G41 or G42 and canceled
by G40. Direction of offset is determined by the designated G code (G41, G42) and the
offset amount is selected by the D code which is specified with the G code designated to
call up the tool radius offset mode. When the power is turned ON, the G40 mode is set.
FIGURE 3.4.4.1: Tool Radius Offset C
•
If a negative value is set in the tool offset data memory specified by the D code, the
offset direction is reversed. The D code must be specified with G41 or G42 in the
same block or in a preceding block. If D00 is specified, it specifies the tool radius of
“0”.
•
The tool radius offset plane is selected by the designation of G17, G18, orG19. The G
code used to select the plane must be specified with G41 or G42 in the same block or
in a block preceding the G41 or G42 block.
G code
Function
Group
G40
Tool radius offset C mode cancel
07
G41
Tool radius offset C (offset to the left)
07
G42
Tool radius offset C (offset to the right)
07