Yaskawa YASNAC PC NC Programming Manual User Manual
Page 88
3 - 38
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
selected by the setting for a parameter.
•
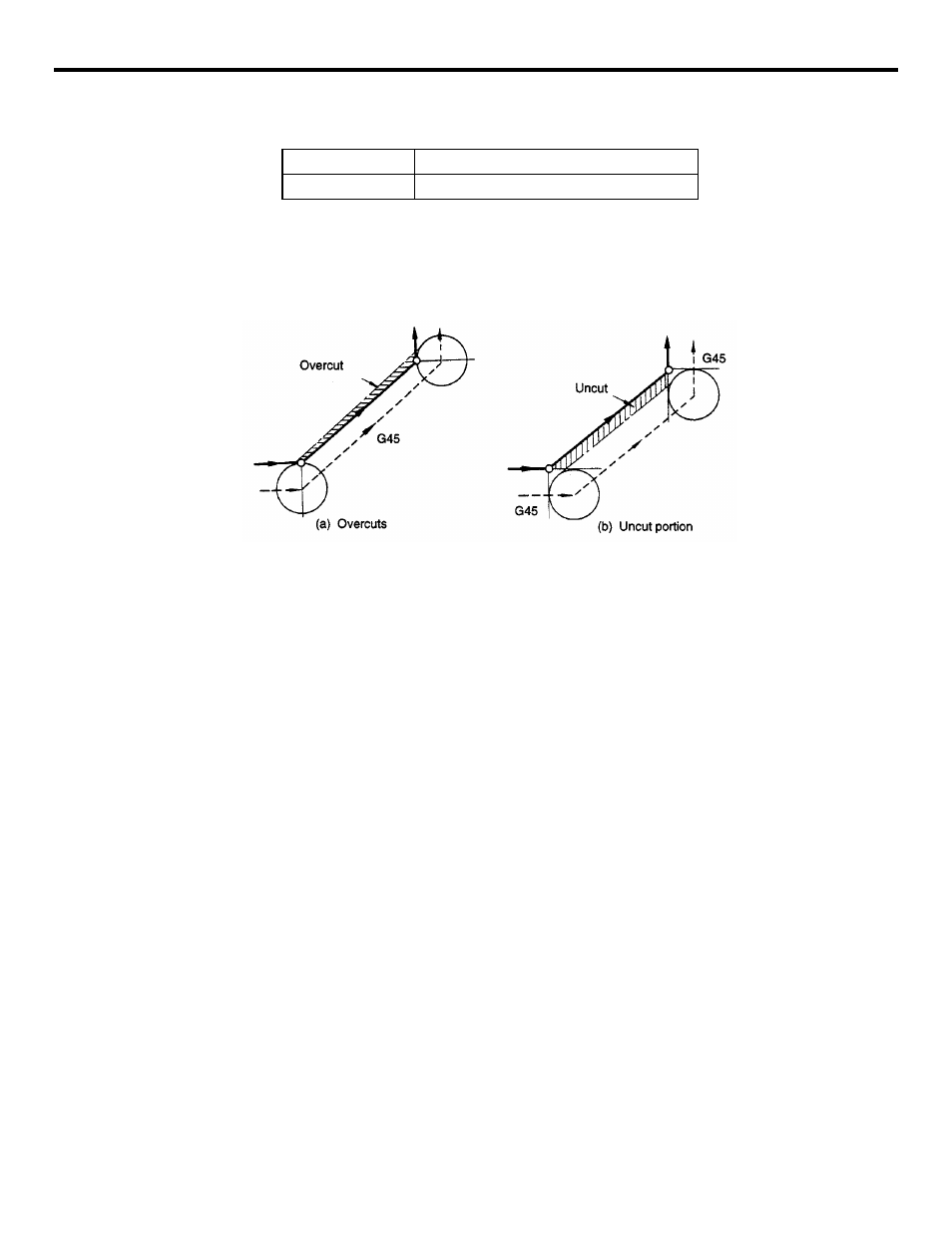
If G45 to G48 is specified for simultaneous two-axis movement commands, the axis
move distance is extended or contracted for both axes. Therefore, if the tool position
offset function is used in such a manner, the workpiece may be cut excessively or an
uncut portion may be left.
FIGURE 3.4.3.9 Calling G45 to G48 Mode for Simultaneous Two-axis Operation
•
If an offset amount is changed by using the switches on the NC operation panel, the
offset amount presently called is not changed immediately. The new offset amount
becomes valid when G45 to G48 is executed next.
•
The tool position offset function can be called up in the tool length offset mode.
•
The mirror image function can be called up in the tool position offset mode. In other
words, mirror image machining is possible using the offset tool paths.
•
The tool position offset function can be executed independent of the plane selection G
code (G17, G18, G19).
•
It is not allowed to call up the tool position offset function (G54 to G58) in a canned
cycle mode. If G54 to G58 is specified in the canned cycle mode, alarm “0170”
occurs.
•
If G92 is specified in the offset mode, the coordinate system is set after canceling the
offset for the axes specified in the G92 block. The axes should be returned to the posi-
tion not including offset by executing extension or contraction commands in the direc-
tion opposite to the presently offset direction before specifying G92. The axis move
commands given in the next block are executed in the following manner according to
the setting for parameters.
pm4011 D1 = 1
Only H codes are valid.
pm4011 D1 = 0
Only D codes are valid.