Figure 3.4.3.4 reversed axis movement direction, Figure 3.4.3.5 tool radius offset for a 1/4 circle – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 85
3 - 35
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
gram.
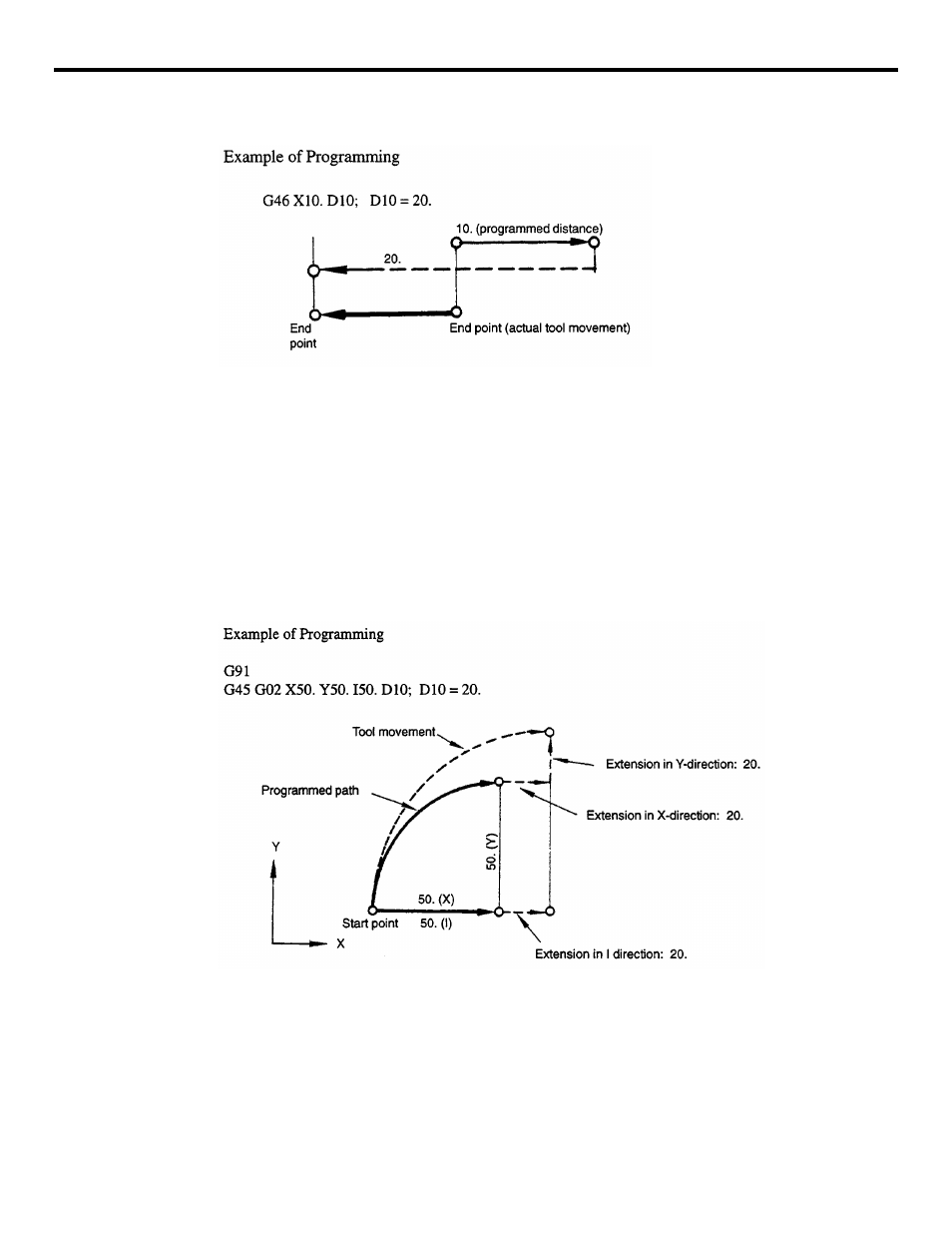
FIGURE 3.4.3.4 Reversed Axis Movement Direction
(d) 1, J, and/or Kin G45 to G48 blocks
If I, J, and K are specified in the G45 to G48 block, each of these addresses calls up exten-
sion or contraction processing in the same direction as X-, Y-, and Z-axis, respectively.
Therefore, tool radius offset is possible only for a one-quarter (1/4) circle, three-quarter
(3/4) circle, or a full (4/4) circle. Note that a half-circle should be defined by combining
two one-quarter (1/4) circles. In practical operation, the offset should be applied from the
block preceding the circular interpolation block to obtain the arc correctly offset. See Fig.
3.4.3.6 below.
FIGURE 3.4.3.5 Tool Radius Offset for a 1/4 Circle