Yaskawa YASNAC PC NC Programming Manual User Manual
Page 92
3 - 42
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
axis move commands in the offset plane is allowed. If no axis move commands in the
(offset plane are specified in three or more consecutive blocks, tool radius offset starts
from the next block that contains axis move commands.
(3) Start-up of Offset
Since the offset start-up is executed with the offset taken into account, the G code in 01-group
must be either G00 or G01. If a G code other than G00 or G01 is specified, alarm “0180”
occurs. If the offset starts in the G00 mode, the axes move to the offset point at their individ-
ual rapid traverse rates. Therefore, be aware of possible interference of a cutting tool with the
workpiece. There are two types of start-up such as start-up at inside corner and start-up at out-
side comer.
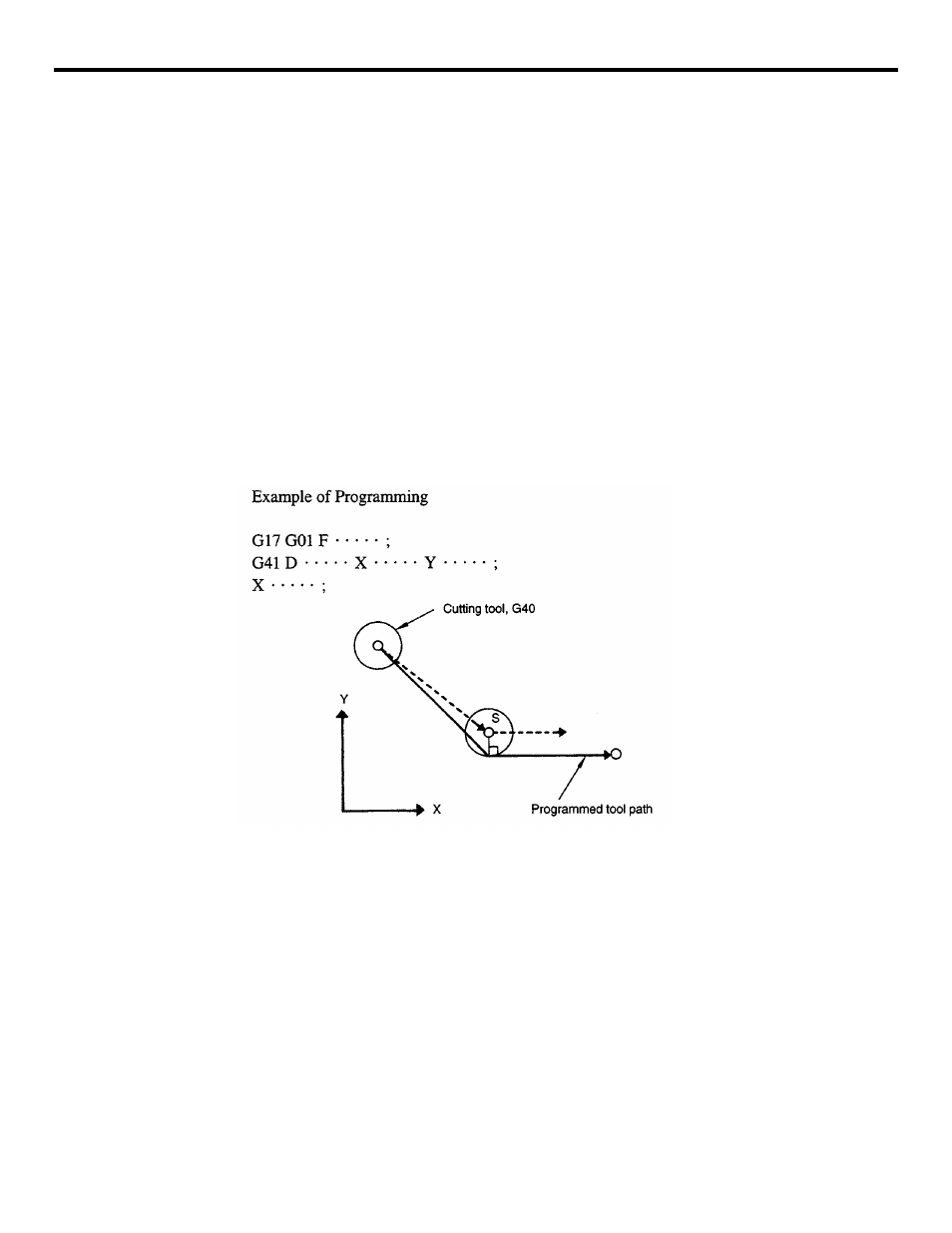
(a) Start-up at inside corner (180° or less)
The cutting tool moves to the offset point (on the normal start point of the vector of move-
ment called up in the block next to the start-up block).
•
From straight-line to straight-line
Note:
“S” indicates the single-block stop point.
FIGURE 3.4.4.2 Offset Start-up (Straight-Line to Straight-Line)