Yaskawa YASNAC PC NC Programming Manual User Manual
Page 174
4 - 37
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
turned ON or the NC is reset, G94 mode is set.
•
Solid tap mode command (G93)
Once G93 is executed, the tapping cycle commands (G84/G74) are executed in the
solid tap mode. In this mode, Z-axis feed is controlled in the “feed per revolution”
mode. In the solid tap mode, no machining other than solid tapping is allowed.
•
Solid tap mode cancel command (G94)
The solid tap mode is canceled and the conventional tapping mode is called up. Once
G94 is executed, tapping cycles are executed in the conventional mode, in which the
Z-axis feed is controlled in the “feed per minute” mode.
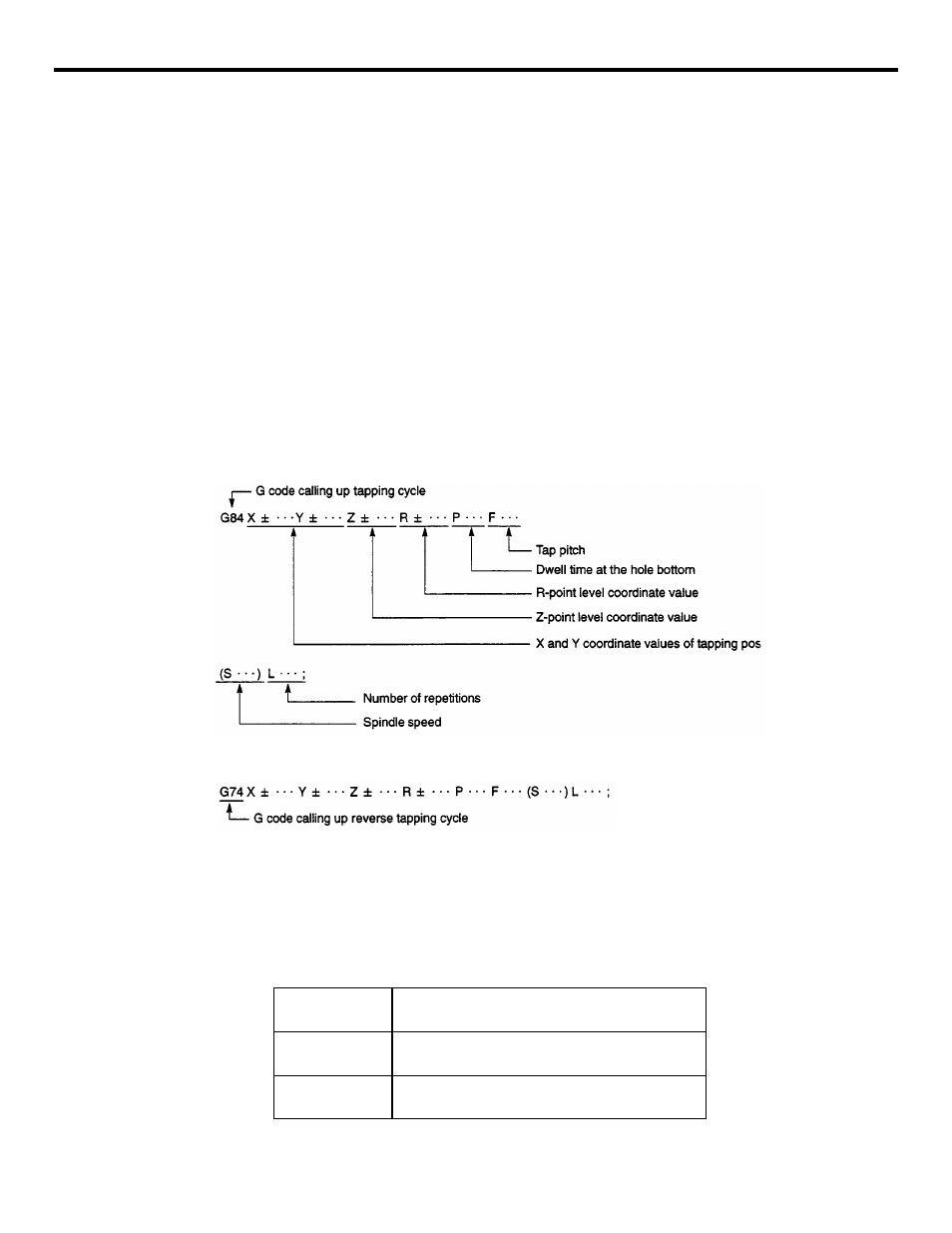
(b) Programming for the solid tap cycle
After executing G93, solid tapping is enabled by specifying the commands indicated
below.
•
Programming for tapping cycle
•
Programming for reverse tapping cycle
For an F code, specify Z-axis feed pitch (mm/rev, inch/rev) per one revolution of the spin-
dle.
The unit of command and programmable range of F and S codes are indicated below.
Note that, even within the specified programmable range, the values exceeding the speci-
fied limit cannot be used: “F x S = 24000.0 mm/min or 944.8 inch/ min”.
F command
(Metric input)
1 = 0.0001 mm/rev
Range: 0.0001 to 200.0000 mm/rev
F command
(Inch input)
1 = 0.000001 inch/rev
Range: 0.00000 I to 7.874015 inch/rev
S command
1 = 1 rev
Range: 1 to 4500 rev