Yaskawa YASNAC PC NC Programming Manual User Manual
Page 191
4 - 54
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
1. If a C command is specified, the following operation is executed when the cut level
reaches the C-point level.
•
The spindle stops and then starts rotating in the reverse direction; Z-axis retracts to
the R-point level at the specified feedrate.
•
The spindle stops.
•
The spindle starts rotating in the forward direction; Z-axis is fed to “C + Q” level
at the specified feedrate.
2. The E command is valid for the retraction operation from the C-point level to the R-point
level and from the Z-point level to the R-point level. It is not valid for the Z-axis retrac-
tion by “d”.
•
Variable pitch command
Example of Programming
G93;
G184 (or G174) X±
• •
Y±
• •
Z±
• •
R±
• •
W±
• •
I
• •
J
• •
K
• •
C
• •
P
• •
F
• •
E
• •
S
• •
L;
X
• •
Y
• • •
;
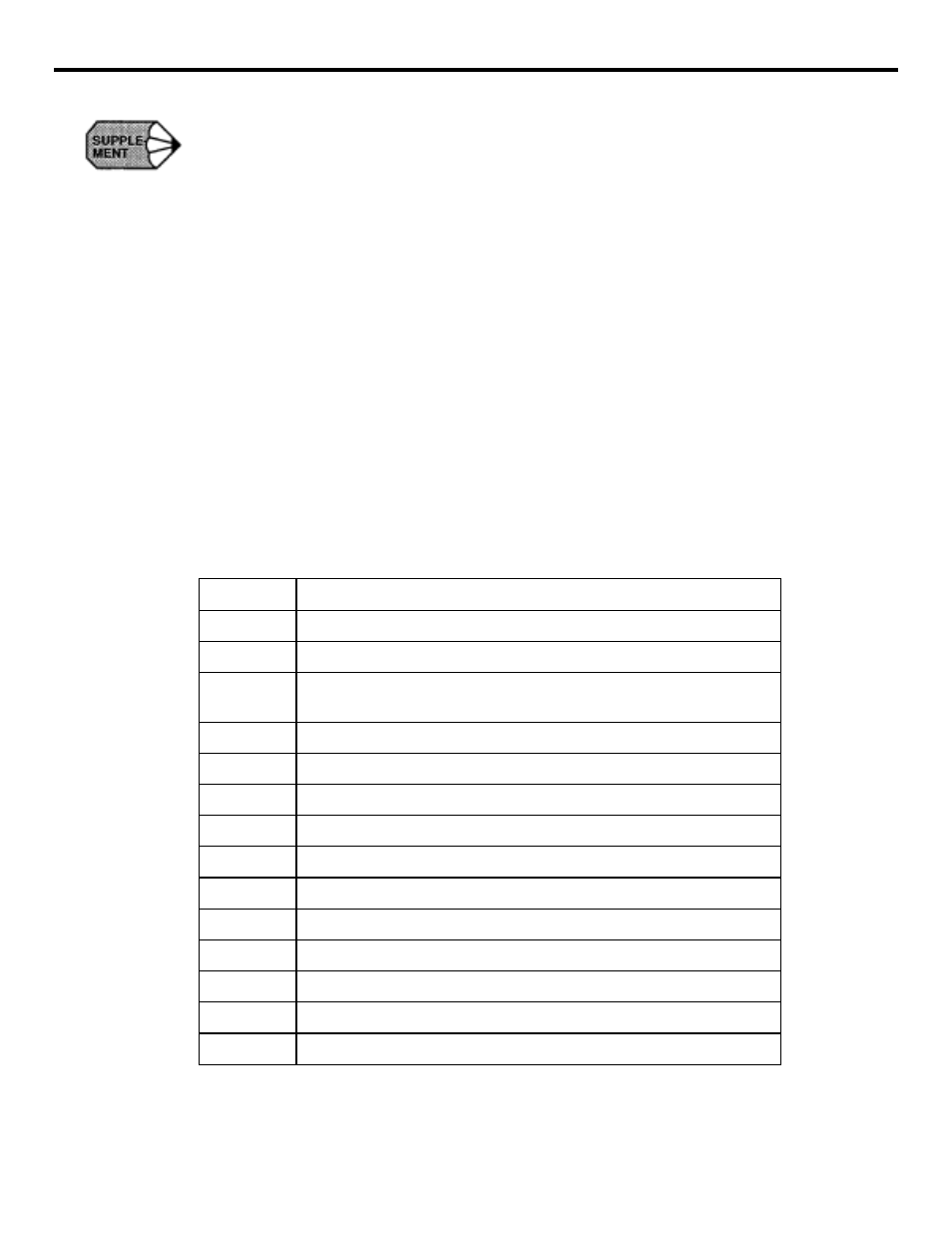
G94;
G93/G94
Solid tap mode ON, G94: Solid tap mode OFF
G184/G174
Deep-hole solid tap, G174 Reverse deep-hole solid tap
X, Y
Hole position (mm, inch)
Z
Distance from the R-point level to the bottom of the hole, or the position of
the hole bottom (mm, inch)
R
R-point level (mm, inch)
W
W-point return level (mm, inch)
I
Initial value of feed distance (mm, inch)
J
Decrement value of feed distance (mm, inch)
K
Last value of feed distance (mm, inch)
P
Dwell time at the Z-point level (bottom of the hole) (see)
F
Thread pitch (mm/rev, inch/rev)
E
Feedrate multiplication ratio for retraction to the R-point level
S
Spindle speed (r/min)
L
Number of repetitions
C
C-point level (mm, inch)