Yaskawa YASNAC PC NC Programming Manual User Manual
Page 123
3 - 73
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
•
Circular cut (G12, G13) and a canned cycle (G73, G74, G76, G77, G80 to G89) must
be called up in the tool radius offset cancel mode. The circle cut function incorporates
the tool radius offset function. If circle cut or a canned cycle is called up in the offset
mode, alarm “0182” occurs.
•
The tool radius offset C function is valid for the circular interpolation commands
which include a radius command.
•
Subprogram call (M98, M99) commands can be specified in the offset mode.
•
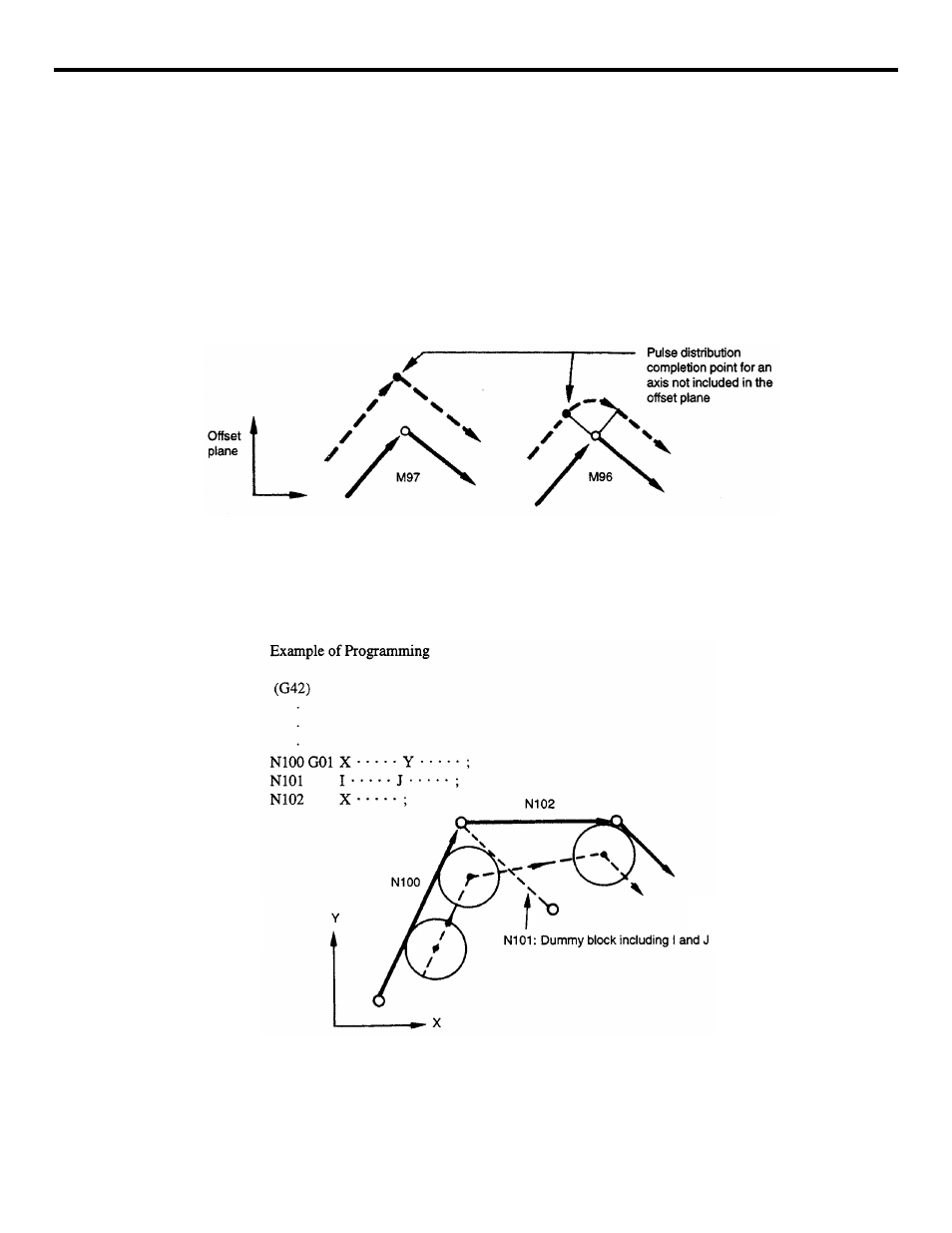
If simultaneous 3-axis (* 5-axis) movement is specified, offset is applied to the shape
projected to the offset plane specified by G17, G 18, or G 19.
FIGURE 3.4.4.54 Simultaneous Three Axes Movement Specified in the Offset Mode
•
It is possible to correct the offset position temporarily by specifying a dummy block
including addresses I, J, or K.
FIGURE 3.4.4.55 Correcting the Offset Position Temporarily