Figure 4.1.1.9 reverse tapping commands (g74) – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 164
4 - 27
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
(7) Programming Format for Reverse Tapping (G74) and Tapping (G84)*
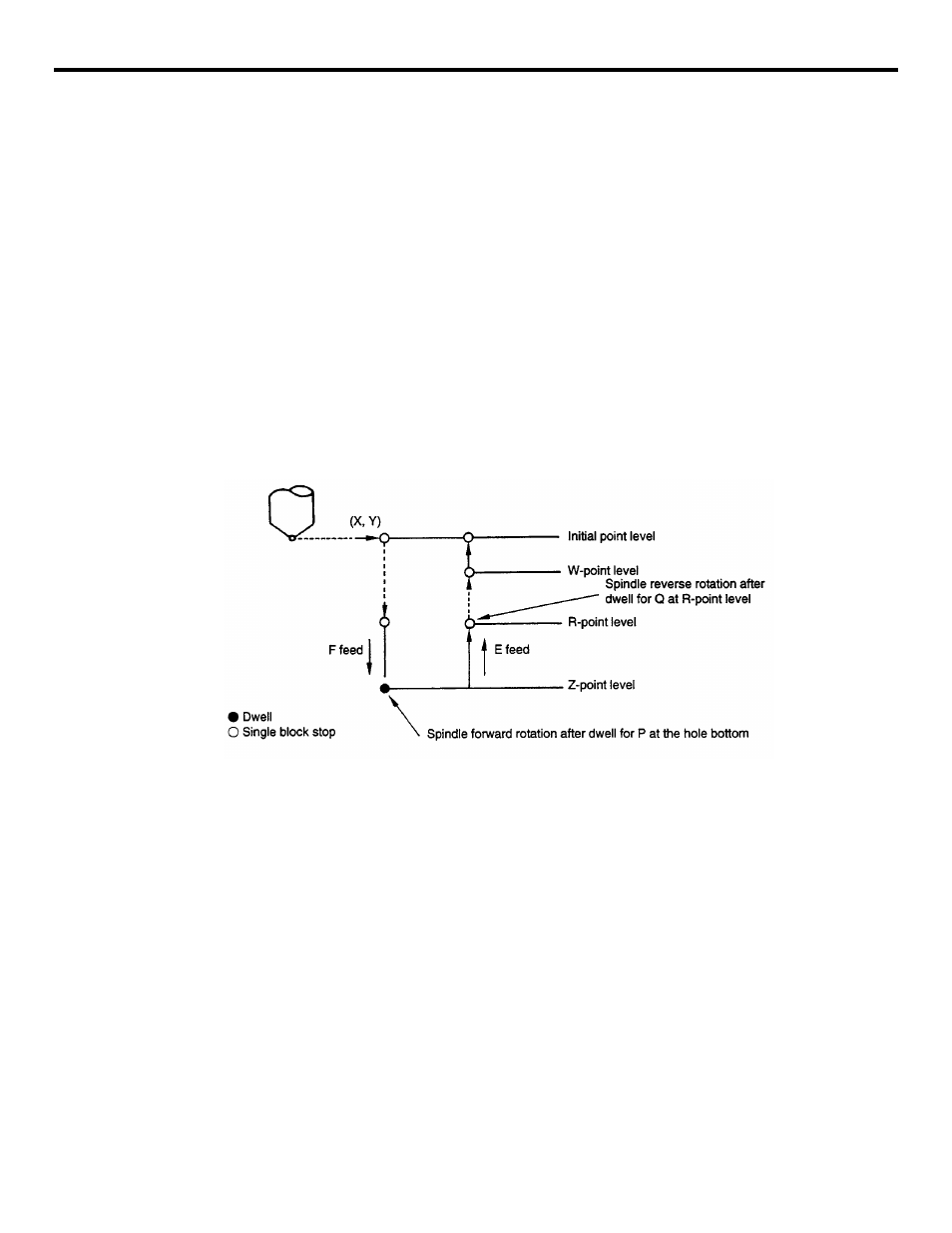
In a tapping cycle, dwell can be specified after the return to the R-point and initial point levels
in addition to the dwell at the bottom of the hole to absorb elongation and contraction of the
tapper spring.
G74 and G84 call up the reverse tapping and tapping cycles, respectively; there are no differ-
ences in the basic control for these two patterns of tapping cycles. If the tapping cycle starts
with the spindle rotation of M03, M04 is output at the bottom of the hole for the return opera-
tion and, conversely, if a cycle starts with the spindle rotation of M04, M03 is output at the
bottom of the hole for the return operation. If G84 is specified without starting the spindle,
M04 is output at the bottom of the hole, and if G74 is specified without starting the spindle,
M03 is output at the bottom of the hole.
(a) Reverse tapping command (G74)
•
Example of Programming
G74 X_Y_Z_R_P_L_F_E_Q_W_;
FIGURE 4.1.1.9 Reverse Tapping Commands (G74)