Yaskawa J50M Instructions User Manual
Page 126
2.11.12 EXERCISES OF USER MACRO (Cent’d)
( 2 )
M i l l
POINT R C E C
E
POINT Z D ‘
09000 (G82
INITIAL SET)
#100 =
. . . POINT R
I
#101 = #26 . . . POINT Z
#102 =
. . . u (DWELL)
= #9 . . . F CUTTING
#lo4 = o
I
1
G CODE READING SET
#lo4 = #lo4 +
A
A .
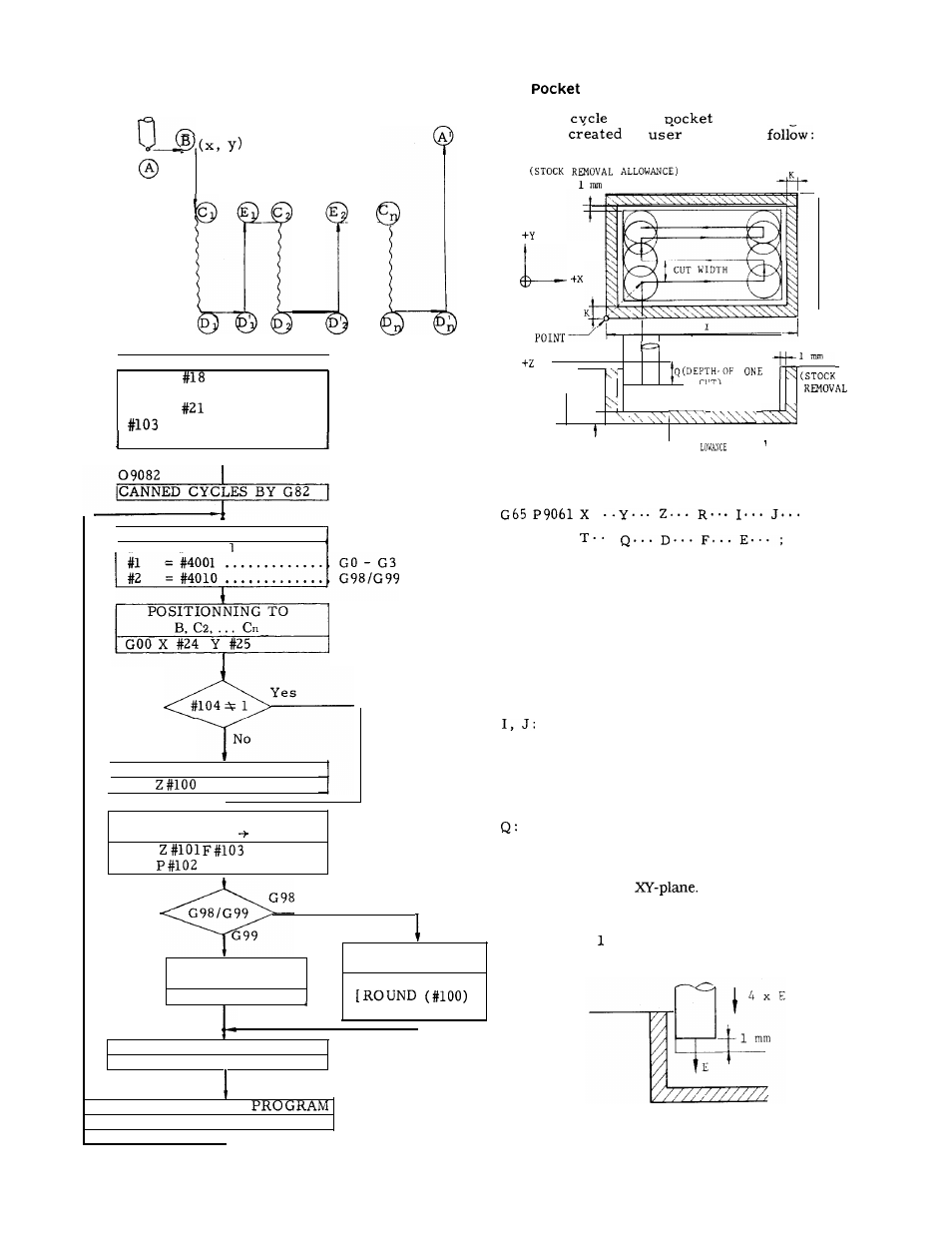
The
for the
machining shown
below is
by
macros as
START
—
R
I
CUT)
\
\
z
ALLOWANCE)
K
. . .
\\
FINISH” AI.
DESIGNATED
B .
Macro Call Command
.
.
K . . .
where,
X, Y: The absolute coordinate values of the
POSITIONING TO POINT C
GOO
z:
R :
K:
T:
CUTTING , DWELL AT
POINT C
D
GO1
G04
,
D:
F:
E:
P O S I T I O N I N G
P O S I T I O N I N G
TO POINT A’
TO POINT E
GOO Z —
GOO Z — (#101)
+ ROUND (#101) ]
I
RESTORE OF G CODE
G #1
JUMP TO THE MAIN
M99
I
118
start point (the lower left position of
the pocket) .
The absolute position of the bottom of
the pocket.
The absolute position of rapid traverse
tool return.
X- and Y-axis lengths of the pocket (unsigned).
Finish allowance (left-over allowance, un-
signed) .
Default value is O.
cut width rate (designated in %) .
Cut width = tool radius x T/100
Z-axis cut depth for each time
(unsigned) .
Tool offset number.
Feedrate on
Feedrate at Z–axis cut.
(Tool is fed 4 times as fast as E up to the
point mm to the preceding cut bottom. )