Yaskawa J50M Instructions User Manual
Page 195
(ii) Must be during automatic operation (M02
Open to close the FSCH under the above conditions,
and the F, S data are inserted into each block
according to the stored data.
(4) Notes
(a)
When the FSMEM is closed two or more times in
a single block, the later feedrate becomes effective.
However, the
count is not incremented.
(b) When the FSMEM is closed in the subprogram,
the FS data are inserted in the subprogram itself.
This needs care, as the subprogram may also be
called up from another program.
(c) The cycle start button is disabled while the
FSCH is closed.
(d) The FSMEM cannot effectively be closed during
the tapping cycle.
(e) Close the FSMEM during cutting, to insert the
F, S data,
(f)
Close the FSMEM during rapid feed, to insert
the S data.
(g) When the FSMEM is closed 128 times or more, a
warning is output, to permit no further storage.
(h)
The following system variable can be used to
monitor the FSMEM.
FSMEM count #6180
128 for 128 times or more
Warning
#6181
DO 128 over
(i) The FSCM cannot be closed during automatic
operation.
(j) The cycle start cannot be enabled while the
FSMEM is closed.
(k) Warning occurs if editing is attempted with the
FSMD closed, after the FS editing is completed.
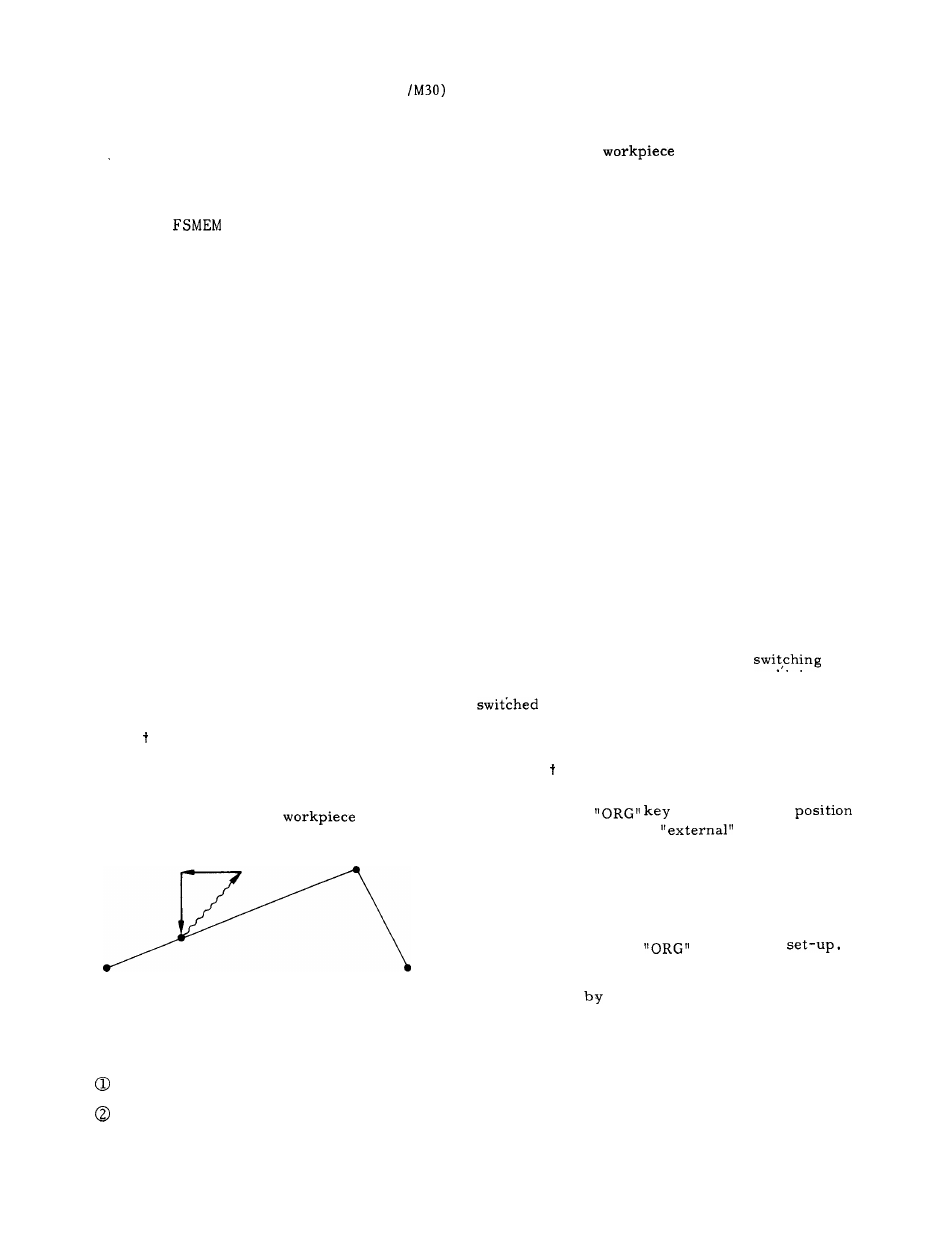
5.2.8 MACHINING INTERRUPTION POINT RETURN
FUNCTION
This function is used to recover the automatic mode
operation interruption point, after
interrupting th
e
automatic
mode and moving the machine by manual
operation for measuring the
or removing
the chips.
(1) Machining interruption point recovery
p r o c e d u r e .
(a) Interrupt the automatic mode operation as
follows .
Turn on the single-block switch.
(b) Call up the manual mode.
(c) Move the machine under manual mode to free the
tool.
(d) Measure the
or remove the chips.
Note :
The condition of the machine when the mode is
switched from automatic mode to manual mode may
differ in some models.
(e) Turn on the machining interruption point
switch.
(f) Depress the manual feed selection button of the
machining interruption point (the point where it
changed from automatic mode to manual mode).
Move the machine at the speed selected for the machin-
ing interruption direction :
When reaching to the point, it stops automatically.
(g) Turn off the machining interruption point
return switch.
(h) Return to the automatic mode, and depress
start button to restart the automatic operation.
(2) Notes
the
(a) The machining interruption return switch must
be turned off if manual jogging is to be done, if it
is during machining interruption point return.
(b) If the NC is reset after changing the mode from
automatic mode to manual mode, no later machining
interruption point return can be performed.
(c) When move is made from the automatic mode to
manual mode, then returned to the automatic mode,
and the move is performed again by
the
automatic mode to manual mode, the machining
interruption point is the position where the mode is
from automatic mode to manual mode the
last time.
5.2.9
CURRENT VALUE NUMERICAL SETTING
FUNCTION
Numerical setting can be made in the same way as
depressing the
in the current
display
‘Universal”
and
screens to
display “ O“ .
(1) Call up the manual mode.
(2) Select the “universal” or “external” screen.
(3) Input the axis to be set-up and the data by the
keys, and then input
for display
(4) Set “axis designation /ORG” to divide the
current value
two.
Depress on the feed hold button.
187