Yaskawa J50M Instructions User Manual
Page 186
5.2.3
TOOL LENGTH Measurement
(Cent’d)
3. Measurement by NC control station
a.
b .
c.
d.
Without using MEASUREMENT button ,
the same measuring method as referring
to step 1 on page 188 can be performed
with NC control station.
Instead of the MEASUREMENT button,
execute as follows.
i.
ii,
. . .
111,
Depress
to select the page of POSITION
[U NIVERSALI.
Reset the display by depressing
c
1
a n d
O R G
k e y s ,
This means
that home position is set to
“ O ” .
Return the function mode to offset
❑
b y d e p r e s s i n g
key.
Instead of the WRITE & RETRACT
key, execute as follows.
This results in the automatic writing
of the same tool offset measured as
written
in step 1.
The Z-axis, however, will not return
to home position.
In this measurement
,
#6039D4 (move
-
ing distance switching) is effective.
Storing either one of the values is deter-
mined by parameter.
5.2.4 PROGRAM
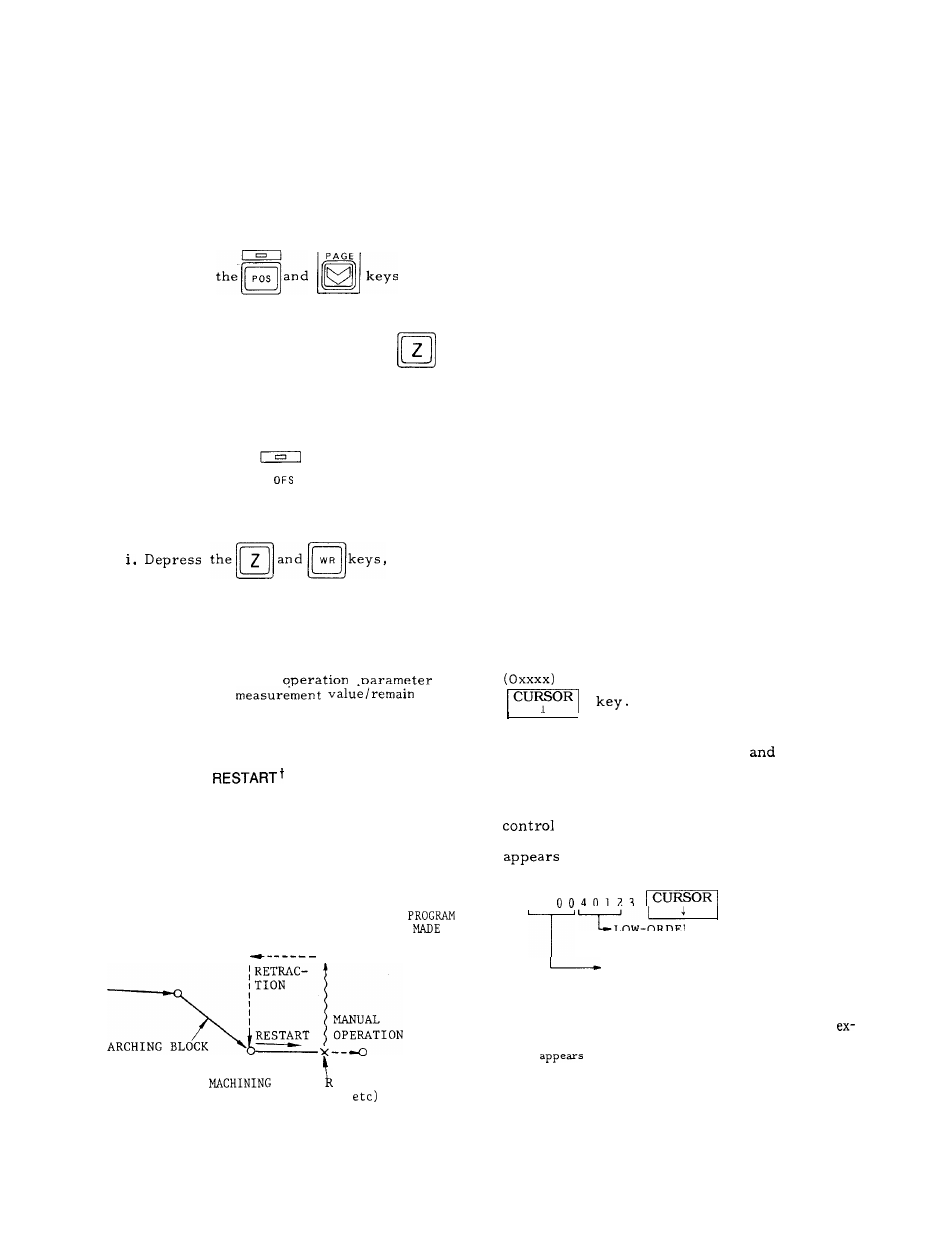
Machining may be restarted from the block that
follows the one for which the sequence number
was specified.
This restart is useful when re-
placing the broken tool or taking over the ma-
chining operation from the last work shift.
TOOL RETRACTED POSITION
(OPERATION FOR
RESTART WILL BE
HERE)
Q
S E A R C H I N G B L O C K
—
FOR PROGRAM
RES TART
INTER UPTED
POINT (FEED HOLD,
Program restart is of either type P or
type Q,
depending on whether the change of the coor-
dinate system before or after the restart is per-
mitted.
5.2.4.1 PROGRAM RESTART OF TYPE P
In type P , the program is restarted assuming that
the change of coordinate system before and after
the restart will not occur.
Therefore, this type
is used after the replacement of the tool broken
during operation, for example.
Operation Procedure
When the tool is broken during
machining
operation, the automatic operation may be re-
started in the following procedure:
(1) Press FEED HOLD button to stop the oper-
ation and make the tool escape.
(2) Replace the broken tool and perform the
associated chores.
Change the tool offset, if
r e q u i r e d .
(3) Turn on PROGRAM RESTART switch on the
machine control station.
(4) Press PROG function key to display the
part program being executed. Take note of the
sequence number of the block immediately before
the block on which the feed-hold operation was
performed.
(5)
Set the head of the
part program as follows:
Set
memory mode, key-in the program number
to be restarted, and press
.
I
(6)
Key-in
P
, sequence number,
m
in this order.
The sequence number is the one
that was taken note of ‘in step (4) .
While making the setups for program restart, the
searches for the block of the specified
sequence number.
If the same sequence number
repeatedly, the nth sequence number may
be specified.
P O
LOW ORDER 4 DIGITS:
SEQUENCE NO.
HIGH-ORDER 4 DIGITS,
NO. OF TIMES
For example, the nth sequence number may be
called in ‘a subprogram for which L times of
ecution is
specified.
For the sequence number
that
first , the high–order 4 digits may
be omitted.
In this case, the leading zero of the
sequence number may also be omitted.
Fig. 5.30
1 7 8