Yaskawa J50M Instructions User Manual
Page 50
2.9.19 TOOL RADIUS COMPENSATION C
(G40, G41, G42) (Cent’d)
The dummy block is not programmed for actual move-
ment but it only provides data required for tool radius
compensation computation. In the example indicated
above, an instruction that is the same as the first block
of restarted movement of the
after
movement of Z axis is programmed as a dummy by I and
J. I, J and K are used as the addresses of this dummy
instruction, and they correspond to X-, Y-, Z-axis
respectively. Suitably use them in accordance
the
plane designation.
I:
Dummy
for
command
programmed in
J:
Dummy for Y-axis
incremental
command
values
K: Dummy
for Z-axis
command
I f X . . . Y . . . of N020 is in absolute values in
the above example, give an instruction by con-
verting into incremental values.
Note:
Make a dummy block as follows if the
object of the dummy block is circular
interpolation.
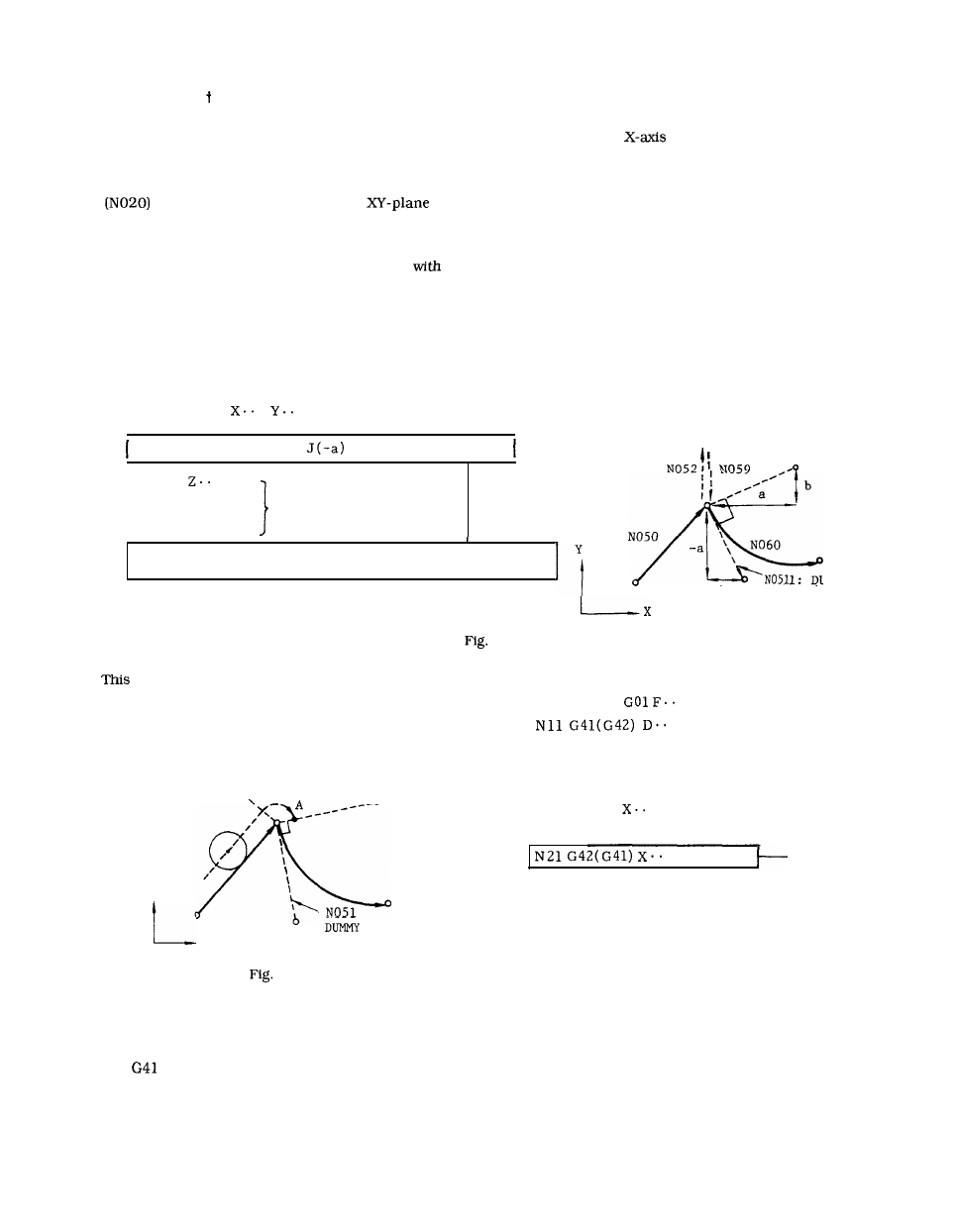
EXAMPLE
N050 GO1
.
. ;
N051 GO1 I(b)
; —
Dummy block
N052
- ;
N053 2.. . ;
z-axis
N059 Z.. . ;
N060 G03 X.. . Y.. . I(a) J(b) ;
— C i r c u l a r
Y
interpolation
N061 GO1 X.. . Y.. . ;
2.40
CENTER
b
\
\
\
N060
\
: DUNMY BLOCK
b
(LINEAR)
is, insert a linear dummy block that gives the tan-
gential direction at the start point of the circular inter-
polation program block as shown above. The sign of the
dummy block data depends on the shape of the circle.
The tool stops at point A by the dummy block in prepa-
ration for the next circular command.
-ACENTER
/
/
\
\
/’
Y
BLOCK
x
2.41
6.
Switching between G41 and G42 in compensa-
tion mode
EXAMPLE
N1O G17
. ;
. ;
N20 GO1
. Y.. . F.. . ;
. Y.. . ;
Block of
switching
N22
x . . .
In compensation mode, direct switching between
and G42 is possible without making cancel-
lation with G40.
42