Yaskawa J50M Instructions User Manual
Page 67
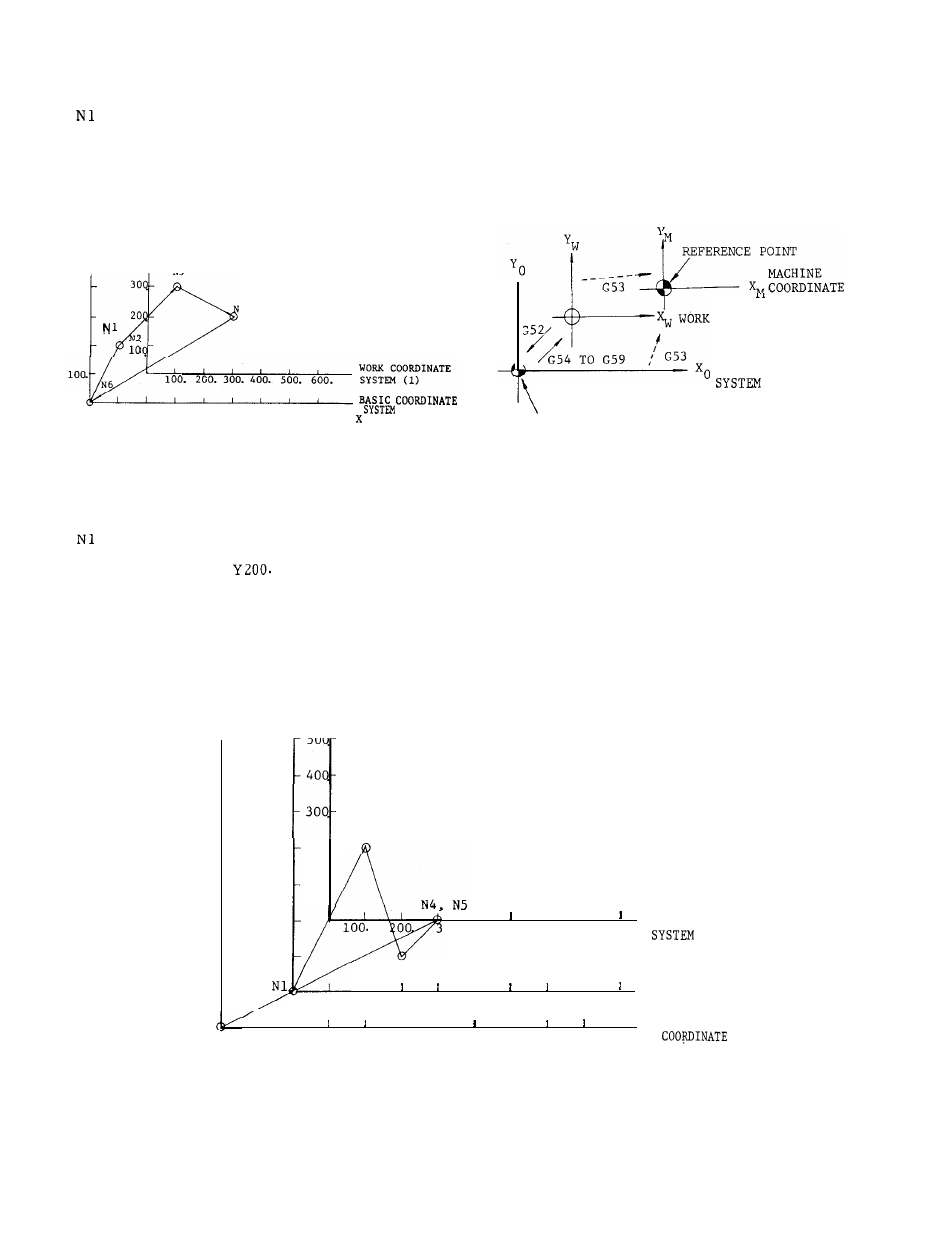
EXAMPLE
G90 X1OO. Y200. ;
N2 G54 ;
N3 X1OO. Y300. ;
N4 X300. Y200. ;
N5 G52 ;
N6 Xo Yo ;
Y
N3
400.
SHIFT AMOUNT FOR WORK
30
COORDINATE SYSTEM 1
4, N5
(200.>
100.)
300.
20
200.
2
.
100.200. 300. 400.500. 600.
700. 800.
Fig. 2.65
EXAMPLE (
Reference program)
G92 X200. Y1OO. ;
N3 G54 G90 X1OO.
;
N4 G53 X300. Y1OO. ;
N5
N6
N7
X300. Yo ;
G52 ;
Xo Yo ;
800. –
700. -
600. -
500. -
400. -
300. -
200. . .
100.
700. 500
600. 400
Temporary shift to positions on machine coordi-
nate system
(G90) G53 X... Y,.. Z... ;
With this command, the tool is shifted to the
position (X, Y , Z) on the machine coordinate
system only in this block. G53 is a non-modal
G code.
ABSOLUTE ZERO
Fig. 2.66
SHIFT AMOUNT OF WORK
COORDINATE SYSTEM 1
500. 300
(300., 300.)
N3
400.
300.
200.
100.
20Q -
10Q -
I
I
I
00.400.500. 600. 700.800.
WORK
COORDINATE
1
SYSTEM
COORDINATE SYSTEM
BASIC
COORDINATE
N3
MACHINE
I
I
I
COORDINATE
200. 300. 400. 500.600. 700. 800.900.
SYSTEM
N6
I
I
I
I
I
I
BASIC
100. 200. 300. 400. 500. 600. 700.800. 900.1000.1100.
SYSTEM
F i g .
2.67
59