Yaskawa J50M Instructions User Manual
Page 18
2.4.2
FEEDRATE (F-FUNCTION) (Cent’d)
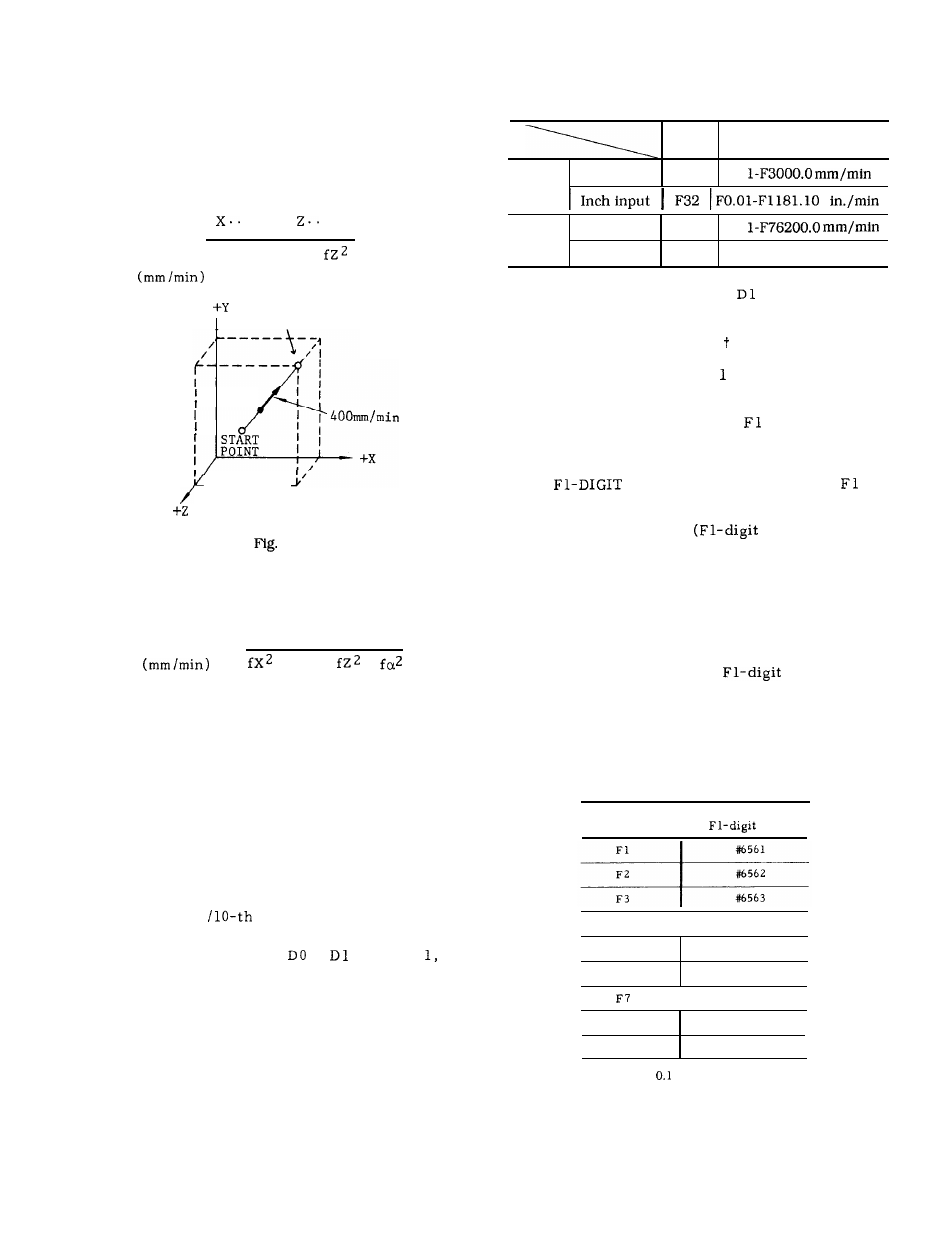
F commands for linear interpolations involving
motions in simultaneously controlled three axial
directions specify feedrates also in the direction
tangential to the motion path.
EXAMPLE
With GO1
. Y.. .
. F400 ;
F = 400 = fX2 + fY2 +
END POINT
— — — _ _ _ _
2.4
F commands for linear interpolations involving
motions in simultaneously controlled four axial
directions specify feedrates also in the direction
tangential to the motion path.
F
=
+ fy2 +
+
Notes :
. If FO is programmed, it is regarded as a data
error. (alarm code “030)
. Do not program F commands with minus numerals,
otherwise correct operation is not guaranteed.
EXAMPLE
F-250 ; . . . . . . . . wrong
2.4.3
FEEDRATE 1/1
O
The feedrate programmed by F commands can be
converted to 1
value with a parameter set-
ting as follows.
. When parameter #6020
or
is set to “
“
the feedrates range becomes as shown below.
Table 2.14 Programmable Range
of 1/10 Feedrate
Format
Feedrate
(Feed/rein) range
Metric
Metric input
F51
FO.
output
Inch
Metric input
F51
FO.
output
Inch input
F32
F0.01-F3000.00 in. /rein
. When parameter #6020 DO or
is set to “O, ”
the feedrate range returns to normal.
2.4.4 F 1-DIGIT PROGRAMMING
(1) Specification of a value to 9 that follows
F selects the corresponding preset feedrate.
(2)
Set the feedrate of each of
to F9 to the
setting number shown in Table 2.15 (a).
(3) By operating the manual pulse generator
w h e n
switch is on, the feedrate of
-
digit command currently specified may be in-
creased or decreased.
Set the increment or de-
crement value per pulse
multiply) to the
parameters listed in Table 2.15 (b).
As a result of this operation, the contents of the
setting number of the F1-digit feedrate are
changed.
(4) Upper Limit of Feedrate
Set
the maximum feedrate of
designation
to the following parameter. If a value greater
than the usual maximum feedrate (the contents
of #6228) is set, it is governed by the contents
of #6228.
Table 2.15 (a) F Command and
Setting No.
F command
I
Setting No. for
speed
F4
I
#6564
F5
#6565
F6
#6566
I
#6567
FE
#6568
F9
#6569
Setting “ 1“ =
in. /rein or 0.01 in. /rein
10