Yaskawa J50M Instructions User Manual
Page 128
2.12.1 CONDITIONS FOR ADDING SOLID TAP
FUNCTIONS
The following conditions are required for adding solid tap
functions to YASNAC J50M.
(1) S5-digit analog output is provided as an option for
YASNAC J50M.
(2) Yaskawa
is used for spindle drives.
(3) PG is provided to the spindle or spindle
motor and the gear ratio used for solid tap has
been fixed (best performance is ensured if the
spindle and motor are directly connected) .
2.12.2 DESCRIPTION ON PROGRAMMING
2.12.2.1 G
CODE TO SPECIFY SOLID TAP MODE
The following G codes are specified to classify
tapping by solid tap function or conventional
tapping.
(1)
Tap Mode
The tap cycle
commands) , as mentioned
below,
performs the solid tap.
It is fed by
command for feedrate per revolution.
This mode
is only for solid tap.
(2) G94—Solid Tap Mode Cancel
This cancels the solid tap mode and changes to
the conventional mode.
The following tap cycle performs conventional
tapping.
It is fed by command for feedrate per
minute.
Note:
G93/G94
is modal with G code of 05 group. G94
is selected at the time of power-on/resetting.
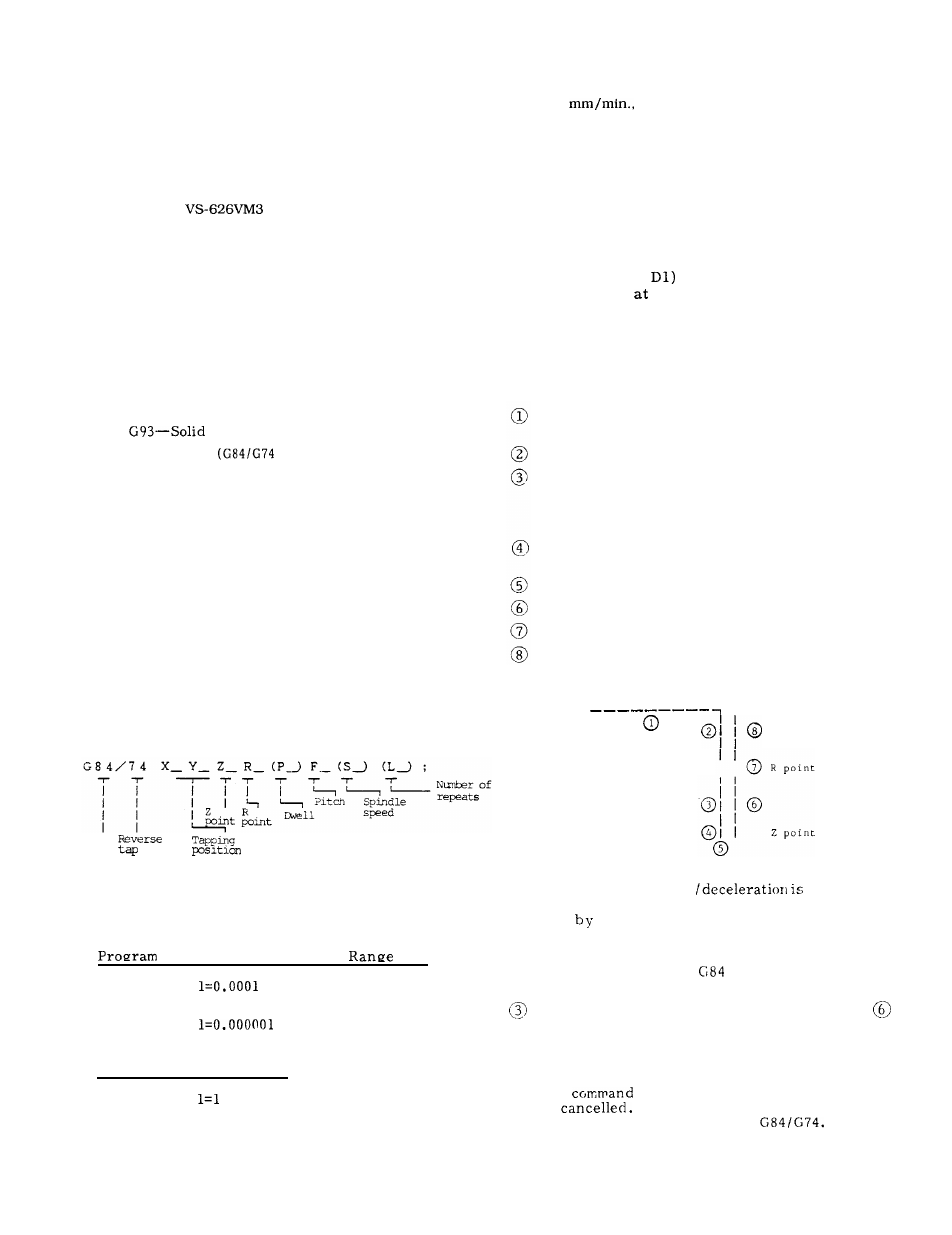
2.12 .2.2 SOLID TAP CYCLE COMMAND
The solid tap can be made by specifying as below
after G93 specification.
Tap
The format and contents other than F are the
same as conventional tap.
Solid tap is specified
by pitch of Z-axis per spindle revolution
(mm/rev. , inch/rev.).
Unit and Programmable
of F
Input (mm)
mm/rev.
Range
0.0001 to 200.0000 mm/rev.
Input (in. )
inch/rev.
Range
0.000001 to 7.874015 inch/rev.
Programmable Range of S
Note: FX S cannot specify a program exceeding
24000.0
944.8 inch/rein.
2 . 1 2 . 2 . 3 O P E R A T I O N
(1) G93 Command
If G93 command is executed, the spindle stops,
the position control loop is formed to the spindle
and the solid tap mode is selected.
The solid tap mode is also selected by another
way, namely, by spindle indexing and positioning
t o t h e h o m e p o s i t i o n , a f t e r s p i n d l e s t o p b y
parameter (#6055
. However, the spindle can
be indexed only
the time when feedback pulse
for one spindle revolution is 4096 pulses (#6061 *
#6449=4096) .
This mode
is
reset by G94.
(2) G84/74 Command
a. G84
Positioning to the position specified by X and
Y .
Positioning to R point.
Spindle runs forward and is fed to Z point.
At the start of this block,. it checks that
e r r o r p u l s e o f s p i n d l e a n d Z - a x i s e n t e r s
within specification-Error Detect ON.
Spindle stops; deviation pulse of spindle and
Z-axis is checked here.
Dwell, if there is P command.
Spindle runs reverse and
is
fed to R point.
Spindle stops.
Positioning to the initial point (in case of
G98) .
,(X,
Y)
Linear form acceleration
automat-
ically applied to the spindle movement (the con-
stant set
#6291) .
b. G74
The same operation
a s
e x c e p t f o r t h e
following points:
in
G84 makes spindle reverse running, and
in G84 makes spindle forward running in case of
G74.
(3) G94 Command
If
G94
is executed, the solid tap mode in
G93 is
This mode selects the conven-
tional tap operation if specifying
r e v .
Range
1 to 4500 rev.
120