Yaskawa J50M Instructions User Manual
Page 75
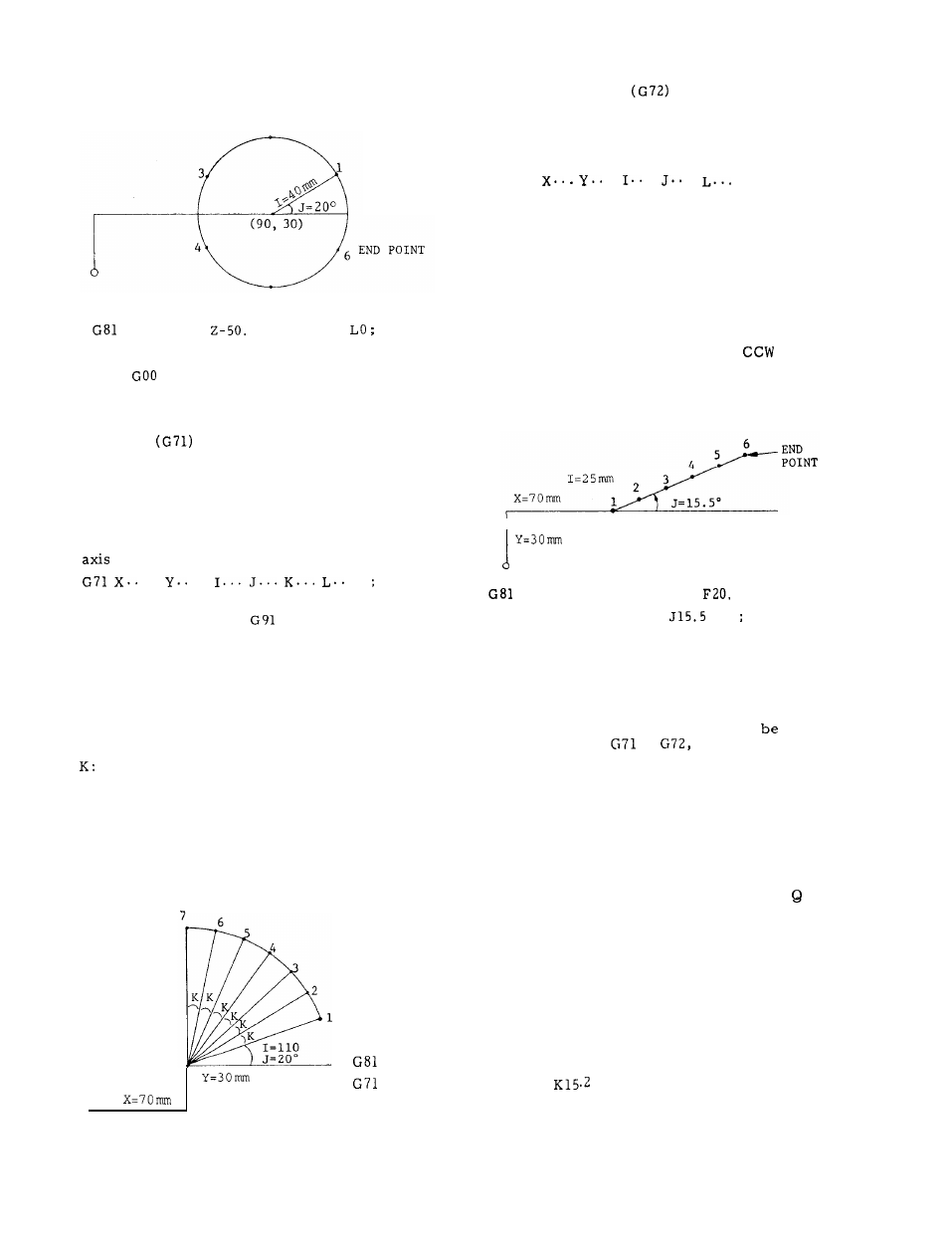
EXAMPLE
2
5
G98 G90
R-20. F20
G70 X90. Y30. 140. J20. L6 ;
G80
XO YO ;
F i g .
2.69
Arc cycle
With this function , when the following command
is given , the tool is successively positioned to
L points located on a circular arc with the cen-
ter located at X , Y and with the radius of I,
at a center angle of K degrees, starting from
the point lying on a line intersecting the X
at J degrees.
.
.
.
x,
Y:
Coordinates of the arc center, defind
either in G90 or
mode
I :
Radius of the arc programmed with an
accuracy of the least programmable
increment, and in positive numbers
J:
Angular position of the first hole, pro-
grammed in O. 001 degrees. Positive
values are used to command counter-
clockwise direction.
Angular spacing in degrees with an accu-
racy of O. 001 degrees.
Positive values
are used to command counter-clockwise
direction.
L:
Number of holes, to be set in positive
numbers.
EXAMPLE
END
POINT
START
POINT
Line at angle cycle
When the following command is given, the tool is
positioned successively at L points lying on a line
forming J degrees with X-axis, with a uniform interval
of I, starting at X, Y.
G72
.
.
.
;
x,
Y:
Coordinates of the starting point, either
in G 90 or G91 mode
I :
Interval is programmed in degrees, at
an accuracy of the least input incre-
ment.
When I is negative, the holes
will be located on the line in the nega-
tive direction.
J:
Angles programmed with an accuracy of
O. 001 degrees.
Positive values are used for
direction.
L:
Number of holes programmed in positive
numbers.
EXAMPLES
I
G98 G90 Z-50. R-20.
LO ;
G72 x70. Y 30, 125.
L6
G80 GOO XO YO ;
F i g .
2.71
Notes :
When the hole pattern cycles are to
program-
med with G70,
or
in principle, a can-
ned cycle G73, G74, G76, G77, G81 to G89
should be programmed with L = O, in the preced-
ing block,
Since L = O, the canned cycle is not
executed, but drilling data will be registered.
G70, G71 or G72 can be programmed in the same block
with a canned cycle G code.
However G73 and G83 which involve I, J, and K can not
be programmed with G70, G71 or G72 in the same
block. When G73 or G83 is to be used, either
is to be
used or
I
, J, and K should be programmed in the pre-
ceding block.
G98 G90 Z-50.
X70. Y30. 1110.
G80 GOO XO YO ;
R-20.
F20 LO ;
J20.
L7 ;
F i g .
2.70
67