Yaskawa J50M Instructions User Manual
Page 49
EXAMPLE
G17
. Y.. . D.. . F.. . ;
.
. ;
x.. . Y.. . ;
G04 P1OOO ;
x Y.. . ;
. . .
.
. ;
T
Blocks without movement
in compensation plane.
(When these blocks are within
two, machining is made smoothly. )
z . . .
z . . .
x
Y
. . . . . .
. ;
G40
.
. ;
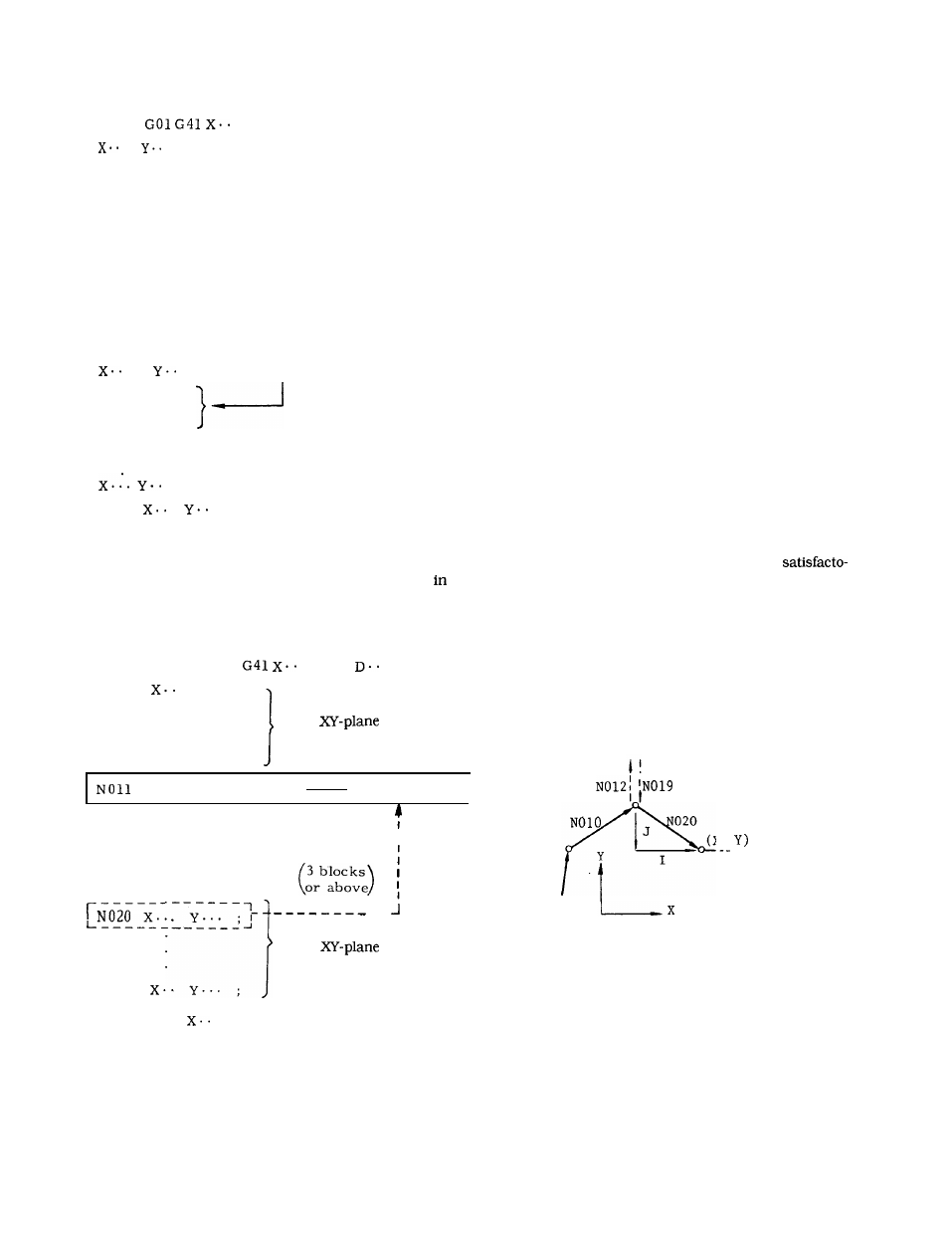
If no move command is programmed in three continuous
more continuous blocks for retracting in the third axis or
blocks, offset in the block immediate before them is made
the like, and offsetting on the normal line is not
on the normal line at the end point. Where movement
ry, a dummy block can be inserted by I, J or K.
the compensation plane cannot be programmed in three or
EXAMPLE
NOO1 G17 GO1
. Y.. .
. F.. . ;
NO02
. Y.. . ;
NO1O X.. . Y.. . ;
1.. . J.. . ;
Dummy block
N012 Z.. . ;
1
I
Z axis
N019 Z.. . ;
--
N029
. Y.. . ;
N030 G40
. Y.. . ;
I
020
J
( x ,
Y
.
I
Fig. 2.39
41