Yaskawa J50M Instructions User Manual
Page 69
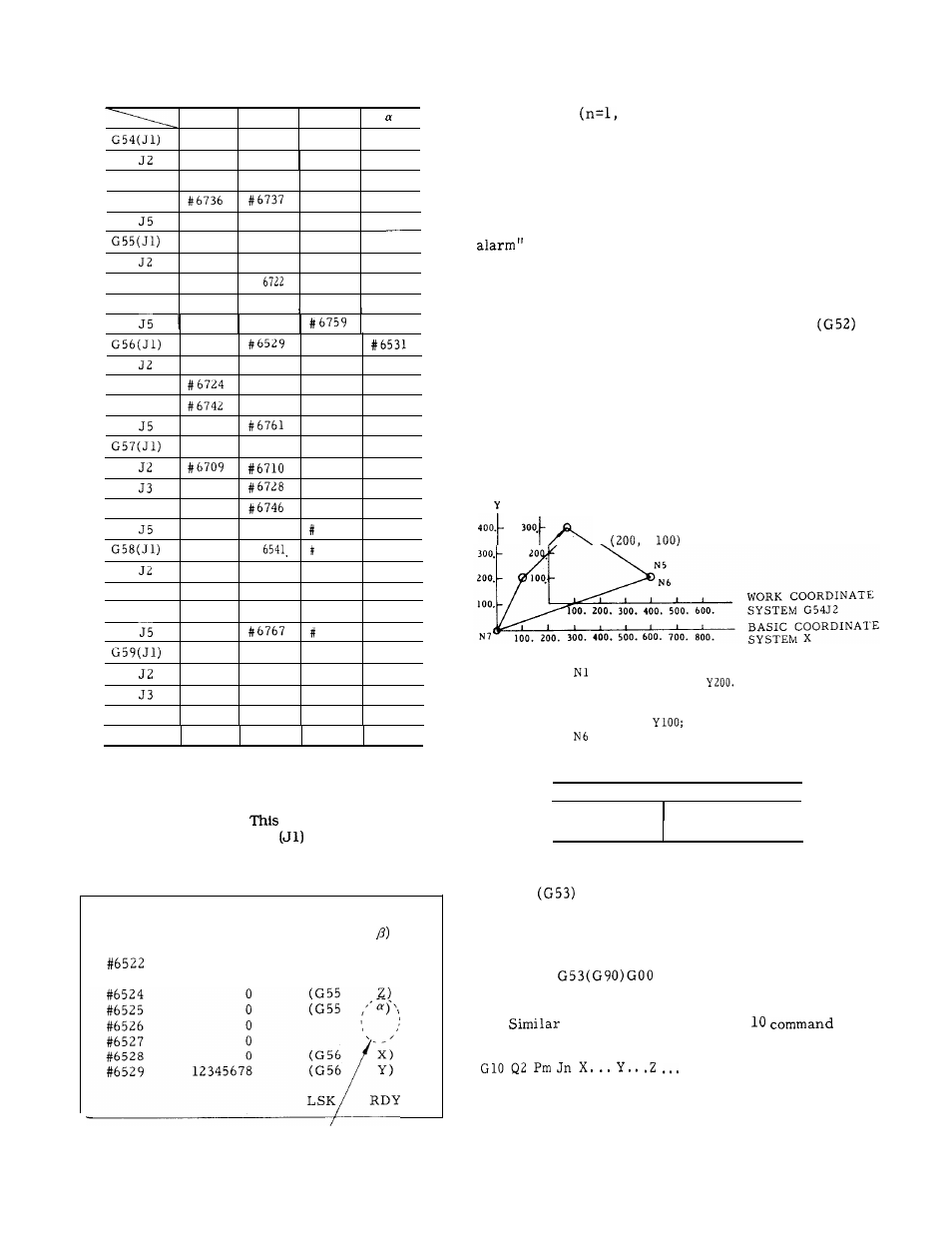
Table 2.25 Work Coordinate System Setting B
x
Y
z
#6516
#6517
#6518
#6519
#6700
# 6701
# 6702
J3
#6718
#6719
#6720
J4
# 6738
#6754
#6755
#6756
#6522
#6523
# 6524
#6525
#6703
# 6704
#6705
J3
#6721
#
#6723
J4
#6739
# 6740
# 6741
1
L
#6757
#6758
#6528
#6530
#6706
#6707
#6708
J3
#6725
#6726
J4
#6743
# 6744
#6760
#6762
#6534
#6535
# 6536
#6537
#6711
#6727
# 6729
J4
#6745
# 6747
#6763
#6764
6765
#6540
#
6542
#6543
#6712
#6713
#6714
J3
#6730
#6731
#6732
J4
# 6748
“#6749
#6750
#6766
6768
#6546
#6547
#6548
#6549
#6715
#6716
#6717
#6733
#6734
#6735
J4
#6751
#6752
#6753
J5
#6769
#6770
#6771
(3) Setting comment display
For work coordinate system setting, comments will be
displayed as shown below.
display will be possible if
the 4th axis of G54 (J 1) to G59
is provided.
Setting Comment Display
S E T T I N G
01234 N1234
#6520
-12345678
(G54
#6521
o
o
(G55 X)
#6523
o
(G55 Y)
#6524
o
(G55
#6525
#6526
-
(4) Work coordinate system setting
(a) G54 Jn;
2, 3, 4, 5)
With this command,
subsequent programs will
cause the tool to move along the work coordinate
system. G 54 to G59 are modal commands.
(b) The G54; command and G54 Jl; command are
equivalent.
(c) If a command is a numerical value above J6,
12911 will occur.
(d) Durtng the J2 to J5 commands, the amount of shift
on the 4th axis will be O and the basic coordinate system
will become effective again.
(5) Returning to the basic coordinate system
(a) G52;
With this command it will be possible to cancel
t h e c u r r e n t l y s e l e c t e d w o r k c o o r d i n a t e a n d
return to the basic work coordinate system.
(b) G52 is a
(6) EXAMPLE
modal command.
SHIFT AMOUNT FOR
WORK COORDINATE SYSTEM
G92 XO YO;
N2 G90 GOO X1OO.
:
N3 G54J2;
N4 X200. Y300;
N5 x400.
G52;
N7 XO YO;
Work Coordinate Svstem Shift Amount
#6700
200.
#6701
100.
(7) Temporary shift on the machine coordinate
system
Similar to Specification A, G53 can command a
temporary shift on the machine coordinate system
with the G 53 command. G53 is a non-modal G
code.
E x a m p l e :
X.. .Y. .. Z.. .(a ...);
(8) Changing work coordinate systems with G 10
(a)
t o S p e c i f i c a t i o n A , G
corrects the work coordinate system from the
program .
(a...);
This command corrects the specified work coor-
dinate system to be corrected can be specified
by the combination Pm Jn.
Selection of
4th axis displays any one of A, B, C,
U, V, or
w
axis.
61