Yaskawa J50M Instructions User Manual
Page 188
5.2.4.2
P R O G R A M R E S T A R T
Q
(4) Press PROG function key to display the part
program (being executed) . Record the sequence
number of the block immediately before the block
to be restarted.
(5) Set the head of the part program as follows:
Set memory mode, key-in the program number
to be restarted, and depress
programs by the T or code when restarting the
program, execution/prohibition of #6130 (M macro)
and #6134 (T macro) can be selected by parameter
setting (2 bits).
Setting parameters
#6073 DO
= 1:
Prohibit execution of the M code macro
. 0:
Allow execution the M code macro
#6073
= 1:
Prohibit execution of the T code macro
= o:
Allow execution of the T code macro
k e y .
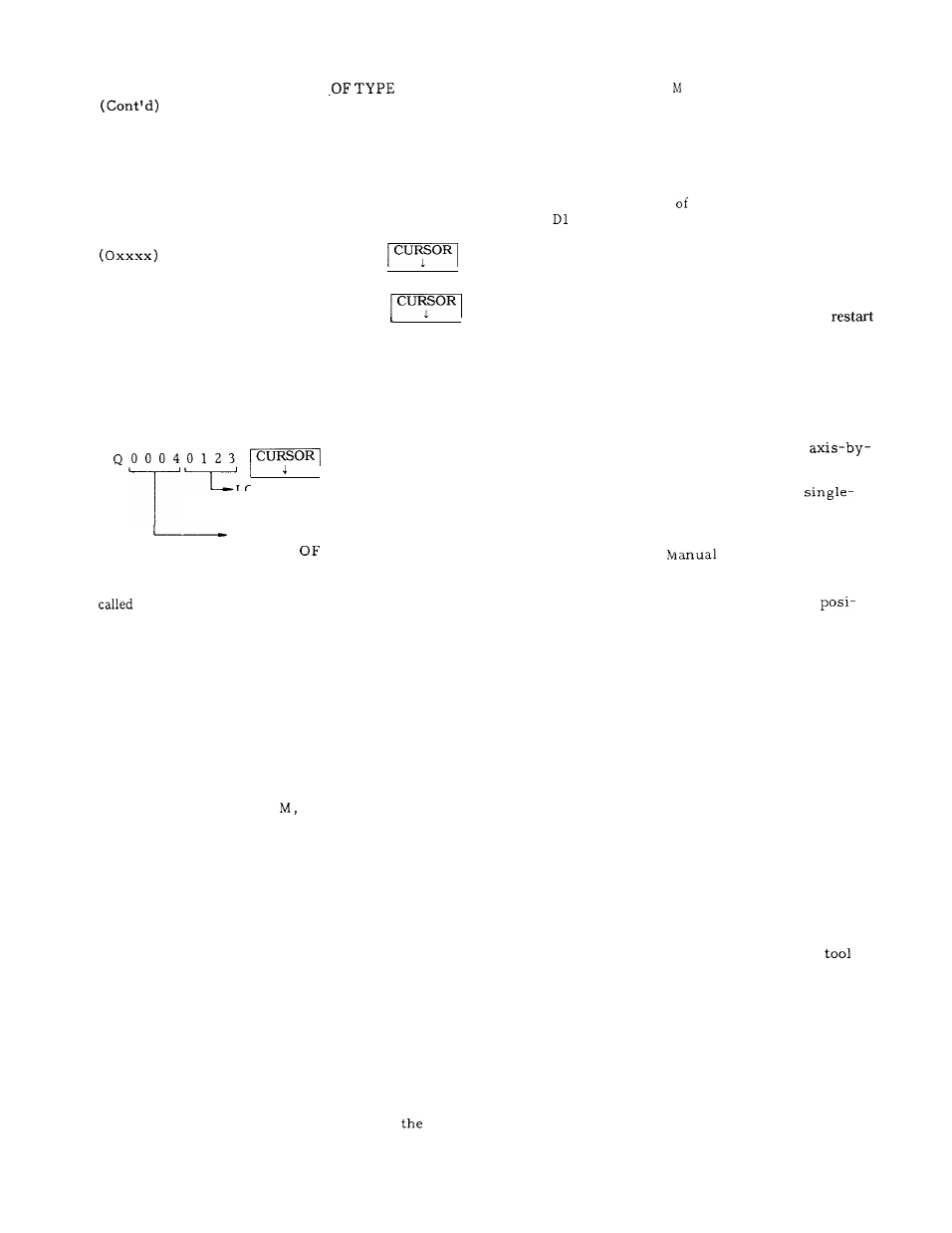
(6) Key-in Q, sequence number, and
,
in this order.
The sequence number is the one
that was taken note of in step (4).
While making the setups for program restart, the
machine searches the block of the specified seq-
uence number.
If the same sequence number
appears repeatedly, the nth sequence number
may be specified.
I
LOW-ORDER 4 DIGITS:
SEQUENCE NO.
HIGH-ORDER 4 DIGITS:
NUMBER
TIMES
For example, the nth sequence number may be
in a subprogram for which L times of exe-
cution was specified.
For the sequence number
that appears first, the high-order 4 digits may
be omitted.
In this case, the leading zero of
the sequence number may also be omitted.
(7) When the search is completed, the CRT
screen automatically displays the program restart
information.
(8) Turn off PROGRAM RESTART switch.
(9) Look at the displayed program restart infor-
mation and specify the
T, S, or B code re
-
quired for the restart in MD I mode.
(
10) Set the
memory mode.
(11) Depress CYCLE START button.
The tool moves to the machining restart position, axis by
axis ; that is, the 4th-axis, X-axis, Y-axis, and Z-axis, in
this order. Then, the automatic operation restarts from
the head of the block (on which the feed-hold operation
was performed) that follows the block of the designated
sequence number.
(12) When the canned cycle count is specified (L
counts) ,
it moves to the final machining cycle
position.
( 13) The macro program by the T or M code upon
program restart can be selected to be executed or
prohibited, by the parameter.
Among
macro
C O N S I D E R A T I O N S A N D R E M A R K S
(1) Before depressing CYCLE START button to
the program execution, check to see if the axis-by-axis
tool movement (the 4th-axis, X-axis, Y-axis, and Z-axis,
in this order) interferes with the work or any part of the
machine. If the tool is found interfering, correct the tool
position manually.
(2) In both types P and Q, the tool which is
moving to the machining restart position
axis may be single–block-stopped after the com-
pletion of the movement for each axis. Even if
the incremental shift amount is “O, “ the
block stop is performed when SINGLE BLOCK
switch is on.
When the single-block stop is per-
formed, however, the intervention of MD I oper-
ation is not allowed.
intervention is
possible.
But, if a manual intervention is per-
formed on the axis which has already returned,
it will not return to the machining restart
tion again.
(3) During the search operation for program
restart, set the switches on the machine control
station to the state before commanding program
r e s t a r t .
Otherwise, the former position cannot
be reached.
(4) When a feed-hold operation was performed
during the search operation for program restart,
or a reset operation was performed during or after
the search operation, perform the operations ail
over again.
(5) When PROGRAM RESTART switch is on, the
operation of CYCLE START button is ignored.
(6) Whether it is before or after machining, each
manual operation should be performed with MAN-
UAL ABSOLUTE switch on and MACHINE LOCK
switch off.
(7) In any of the following situations, the
cannot return to the correct position:
a.
A manual operation was performed with MAN-
UAL ABSOLUTE switch off.
b. A manual operation was performed with MA-
CHINE LOCK switch on.
c. The search operation for program restart was
performed with MACHINE LOCK switch on and
then this switch was turned off.
180