Yaskawa J50M Instructions User Manual
Page 93
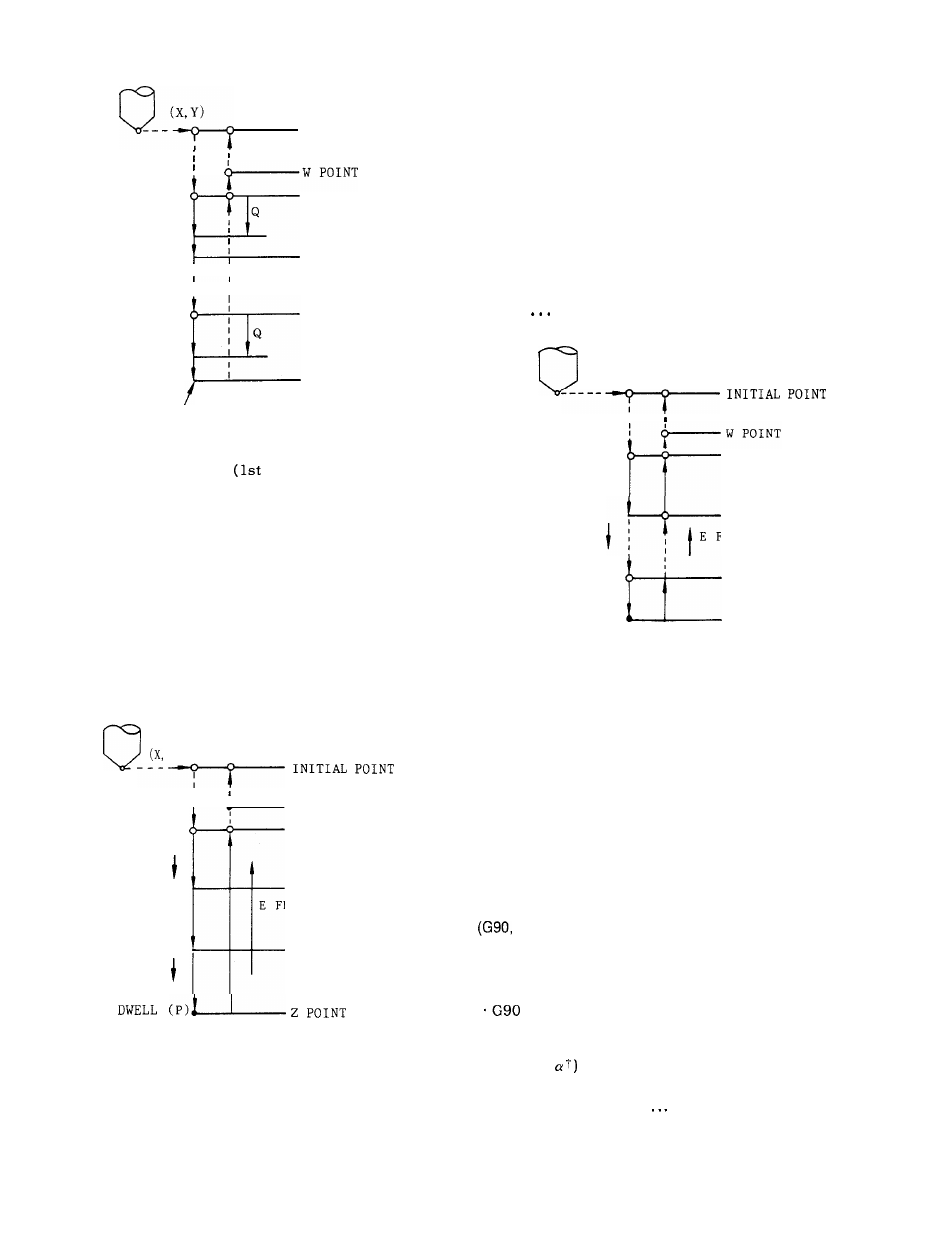
(x, Y)
.-.
INITIAL POINT
R POINT
Q
E
FEED
F FEED
J POINT
I
I
I
I
K POINT
Q
E
FEED
F FEED
Z POINT
SPINDLE STOP
o :
Single-block stop
E :
2-step feedrate
step: E, 2nd step: F)
Q :
Speed switching point (incremental)
J :
2-step hole rapid feed start point (absolute/
incremental)
K :
2-step hole cutting feed start point (absolute/
incremental)
w :
New initial point (absolute/incremental)
Note:
The return to the R point or initial point
after reaching the Z point is made by rapid feed.
G187 2-step boring
G 1 8 7 X . . . Y . . . Z . . . R . . . L . . . F . . . p . . . J . . .
K E... W... ;
. . .
Y)
I
1
-
W POINT
R POINT
F FEED
J POINT
E FEED
I
E FEED
K POINT
F FEED
● ✚
Dwell
o :
Single–block stop
P :
Z point dwell
J :
2-step hole rapid feed start point (return:
cutting feed start point) (absolute/incremental)
K :
2-step hole cutting feed start point (return:
rapid feed start point) (absolute/incremental)
E :
Feedrate between J and K, and return cutting
feedrate
w :
New initial point (absolute/incremental)
Note:
The return to the R point or initial point
after reaching the Z point is accomplished by
switching the cutting feed and rapid feed at points
J and K.
G189 2-step boring
G 1 8 9 X . . . Y . . . Z . . . R . . . P . . . L . , . F . . . E . , .
J K... W... ;
(X,
Y)
1
R POINT
J POINT
F FEED
E FEED
K POINT
Z POINT
DWELL (P)
● ✚
Dwell
o :
Single-block
stop
E:
Return cutting feedrate
J :
2-step hole rapid feed start point (return:
cutting feed start point) (absolute/incremental)
K :
2-step hole cutting feed start point (return:
rapid feed start point) (absolute/incremental)
Note:
The return to the R point or initial point
after reaching the Z point is accomplished by
switching the cutting feed and rapid feed at points
J and K.
2.9.30 ABSOLUTE/lNCREMENTAL PROGRAMMING
G91)
These G codes are for designating whether the move-
ment data following the axis address are in absolute
value or incremental value.
. . .
Absolute designation
In the block including G90 and in the subsequent
blocks, the movement data which follow addresses
X, Y, Z, ( are regarded as absolute values.
G90 GOO X.. . Y.. . Z.. . ;
Absolute designation
85