Yaskawa J50M Instructions User Manual
Page 51
G42
(a)
G42
(M96 mode)
N21
N20
.
--
G42
N22
8.
Method of cancellation of compensation
G40 is the command for canceling tool radius
compensation C and for positioning or feed-
ing the tool to just programmed end point.
In this case, the tool moves to a point
the
normal line at the end point of the block im-
mediately before the block containing G40.
BLOCK READ AFTER
CHANGE OF TOOL
RADIUS VALUE
Fig. 2.43
( b )
G 4 2
Fig. 2.42
N o t e :
The movement identical to what is
above is also obtained when block
split into two blocks as follows.
shown
N21 is
Therefore, no portion will be left unmachined
even when a cancellation with sharp angle is
programmed.
Because G40 accompanies
movement, program it in the GOO or
GO1 mode like G41, G42. An input error “027”
occurs if group A other than GOO, G02 is used.
G 4 2
;
. ;
7.
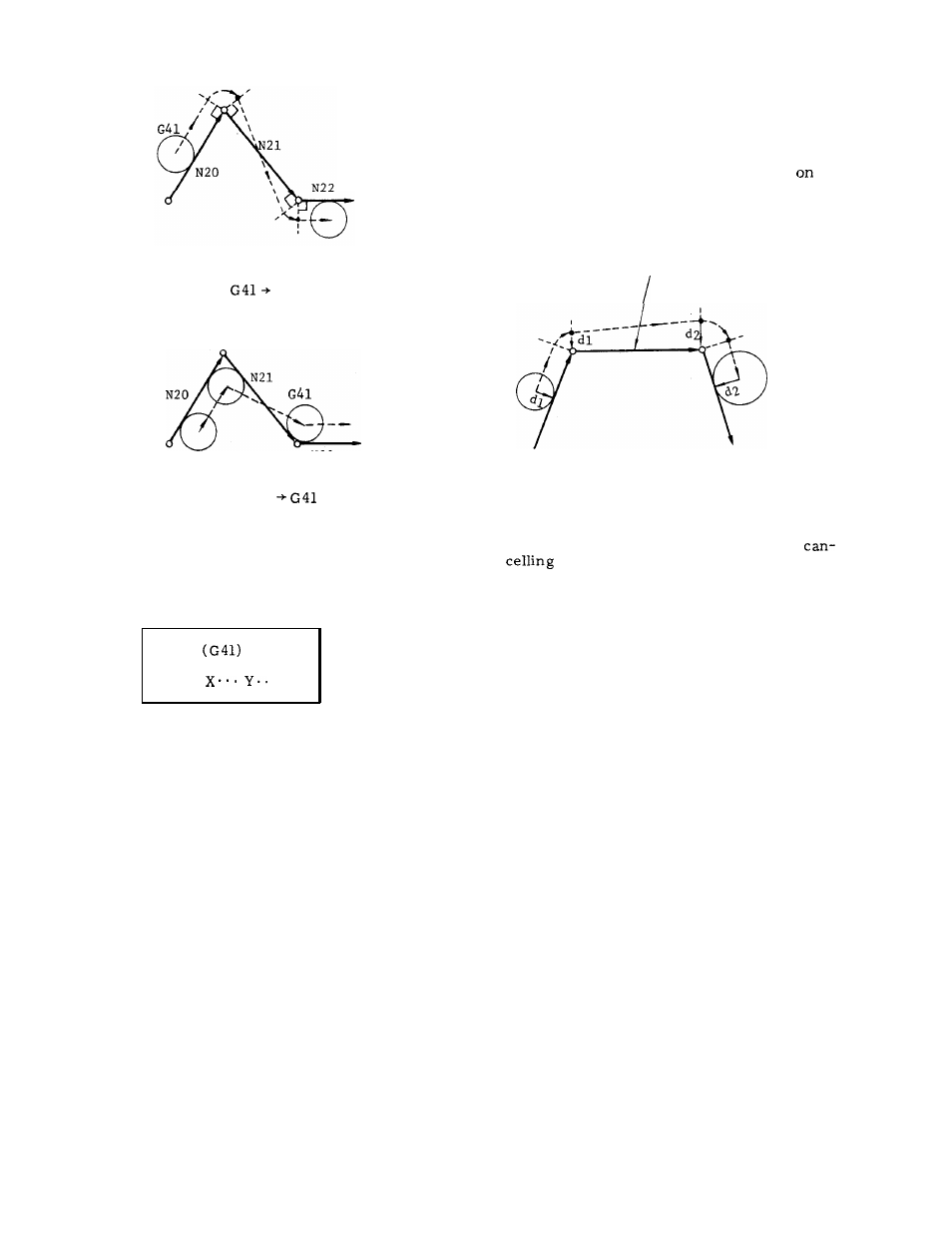
Change of tool radius value in compensation
mode
New D code commanded in compensation mode is
effective in the block next to the commanded
block.
43