Yaskawa J50M Instructions User Manual
Page 87
2.9.29 UPGRADING THE CANNED
CYCLE
(G73,
G74, G76, G77, G80 TO G89, G98, G99,
G182, G185,
G187,
The following functions are
to the conventional
YASNAC canned cycles.
Initial point alteration
Improved command procedure for the high-speed
deep hole drilling cycle
2-step feed
Reciprocal feed
Improved command procedure for boring and back
boring
2-step drilling cycle
Improved command procedure for the tapping
cycle
2.9.29.1 VARIOUS FUNCTIONS
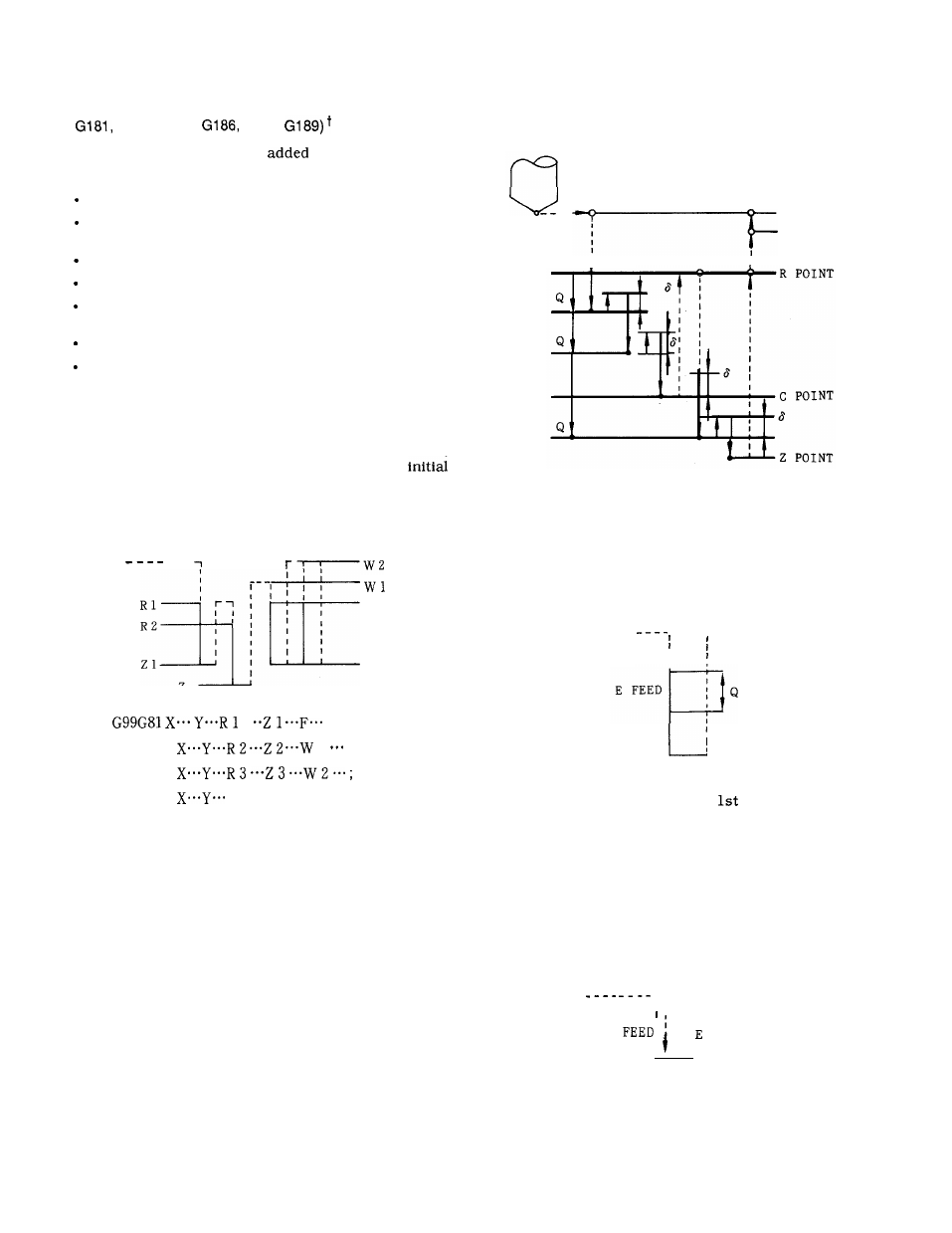
(1) Initial point alteration
Canceling the canned cycle before changing the
point in the canned cycle is not required. Address W is
used.
Example
- - -
1
- - -
I
I
I
I
I
I
,
R3
I
I
Z3
z
.
;
G98
1
;
;
Notes:
1.
The W point command under the G91 mode
creates the R point and Z point based on the
initial point of the previous block; not the W
point of command block. Therefore, The old R
point and Z point are stored to make the move,
unless the R point and Z point are newly
commanded.
2.
When under the G98 mode (return to the initial
level) , single-block stop is not performed at the
R point, but at the W point or the initial point.
2.9.29.2 IMPROVEMENT ON THE HIGH-SPEED DEEP
HOLE DRILLING CYCLE
(1) In high-speed deep hole drilling, inserting some
dwell at the bottom of the hole in each pitch can
help lighten the load on the drill. Command the
dwell time by setting #6212 or by address P.
(2) The drill can be moved up to the R point
during high-speed drilling. This allows the chips
to be removed during the cycle.
●
: Dwell
o : Single-block stop
2.9.29.3 2-STEP FEED
Delaying the cutting speed near the drilling start
point can improve the precision without performing
center drilling.
I
,
F FEED
Address E:
Speed of the 1st step
Address F:
Distance of the
step speed
(commanded without sign )
2.9.29.4 RECIPROCAL FEED
Tapping/boring, etc. :
The forward and return cutting speeds can be
commanded separately.
In tapping, the machining
can also be ended before the tapper is elongated.
In boring, the machining time can be shortened.
In reaming, the flaw made on the machining surface
during the return cycle can be prevented.
1
F
,
F
EE
LI
A d d r e s s :
E Return speed
79