Yaskawa J50M Instructions User Manual
Page 127
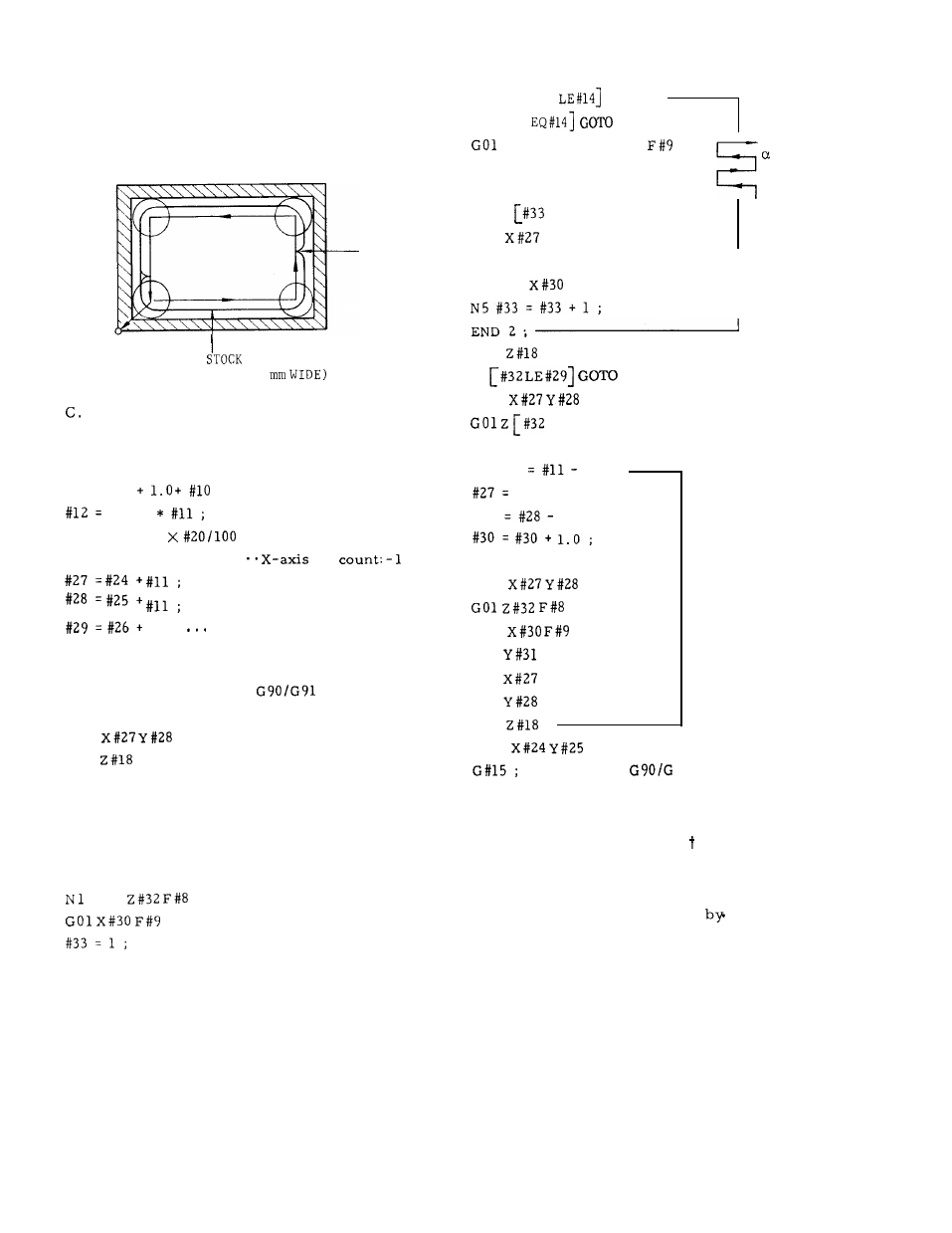
The stock removal allowance ( 1 mm) inside the
finish allowance is all cut by a single operation
in the final process as shown below.
Then, the
tool returns to the start point, completing the
cycle.
LEFT-OVER
CONVEX
START
POINT
REMOVAL ALLOWANCE
( 1
User
Macro Body
09061 ;
#10 = # [2000 + #7]; . . . Tool radius
#11 = #6
;
# 5 - 2
#13 = 2 * #10
; . . . Cut width
#14 = FUP [#12/# 13] ; .
cut
. . .
}
X, Y coordinates of
. . .
machining start point
#6;
Z-axis coordinates of
cut bottom
#30 = #24 + #4 - #11 ;
#15 = #4003 ; . . .
Read of
G90; . . . Absolute command
GOO
;
GOO
;
#32 = #18 ; . . . #32:
Cut bottom in execution
D O 1 ;
#32 = #32 - #17 ;
IF [#32 GT #29] GOTO 1 ;
#32 = #29 ;
GO1
;
;
WHILE [#33
DO 2 ;
IF [#33
2 ;
Y [#28 + #33 * #13]
;
I
cut
GOTO 3:
loop
N2 GO1 Y [#25 + #5 - #n] ;
N3 IF
AND 1 EQ O] GOTO 4 ;
GO1
;
GOTO
5 ;
I
N4 GO1
;
I
I
GOO
;
IF
6 ;
GOO
;
+ l.o]F [4 * #8] ;
END 1 ;
N6 #11
1.0 ;
#27- 1.0 ;
#28
1.0 ;
#31 = #25 + #5 - #11
GOO
;
;
GO1
;
;
;
;
GOO
;
GOO
; . . . Return to
. . . Restore of
91
M99 ;
Stock
removal
cycle
start point
2.12 SOLID TAP FUNCTION
Solid tap functions can be optionally added to YASNAC
J50M.
These functions are performed
completely syn-
chronizing the spindle revolution and Z–axis feed
for tapping.
They eliminate the need for a float-
ing chuck and ensure tapping operation at high
speed and high accuracy.
Conventional tapping can also be specified by the
program.
119