User program examples example of run operation – Yaskawa MP920 User's Manual Design User Manual
Page 125
4.2 Control Modes
4-11
4
In the examples, SERVOPACK is used as axis 1 of Module No. 1. When the Module
number and the axis number are different, see 7.1.2 Module Numbers and Motion
Parameter Register Numbers, and change the register numbers.
3. Select the Speed Reference Output Mode (NCON) (bit 0 of OW00).
4. Set the Servo ON (RUN) to ON (bit 0 of OW01).
The speed reference will be output for the axis according to the specified motion param-
eters.
With an SVA-02A Module (2-axis), the speed reference is output from channel 1, and the
torque limit reference is output from channel 2.
Even while the speed reference output mode is being selected, the motion parameter set-
tings can be changed.
5. To stop operation, set the RUN command (RUN) and the speed reference output mode
(NCON) to OFF.
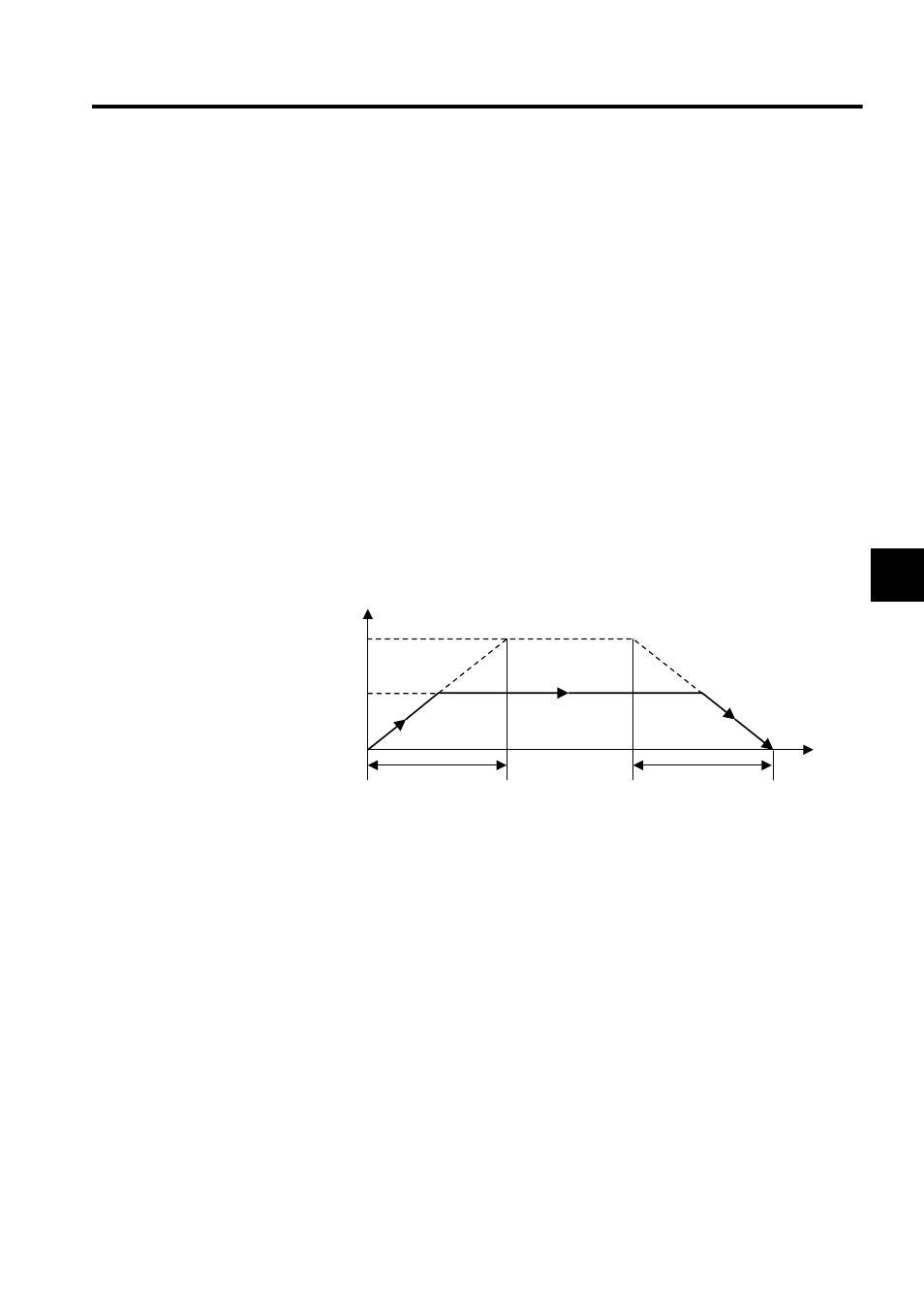
User Program Examples
Example of RUN Operation
Fig. 4.1 Speed Pattern
0
NACC
NACC
1 second
Speed
Speed reference
NR
(100%)
NREF
(50%)
(%)
1 second
Time (t)