7 fixed speed feed (feed), Overview, Details – Yaskawa MP920 Motion Module User Manual
Page 100
2 Motion Control
2.4.7 Fixed Speed Feed (FEED)
2-74
2.4.7
Fixed Speed Feed (FEED)
Overview
This command performs rapid traverse in the infinite length direction using the specified
acceleration/deceleration time constant and the specified rapid traverse speed.
The rapid traverse speed can be changed during operations.
The axis decelerates to a stop when NOP (= 0) is set in the motion command code
(OW20).
Details
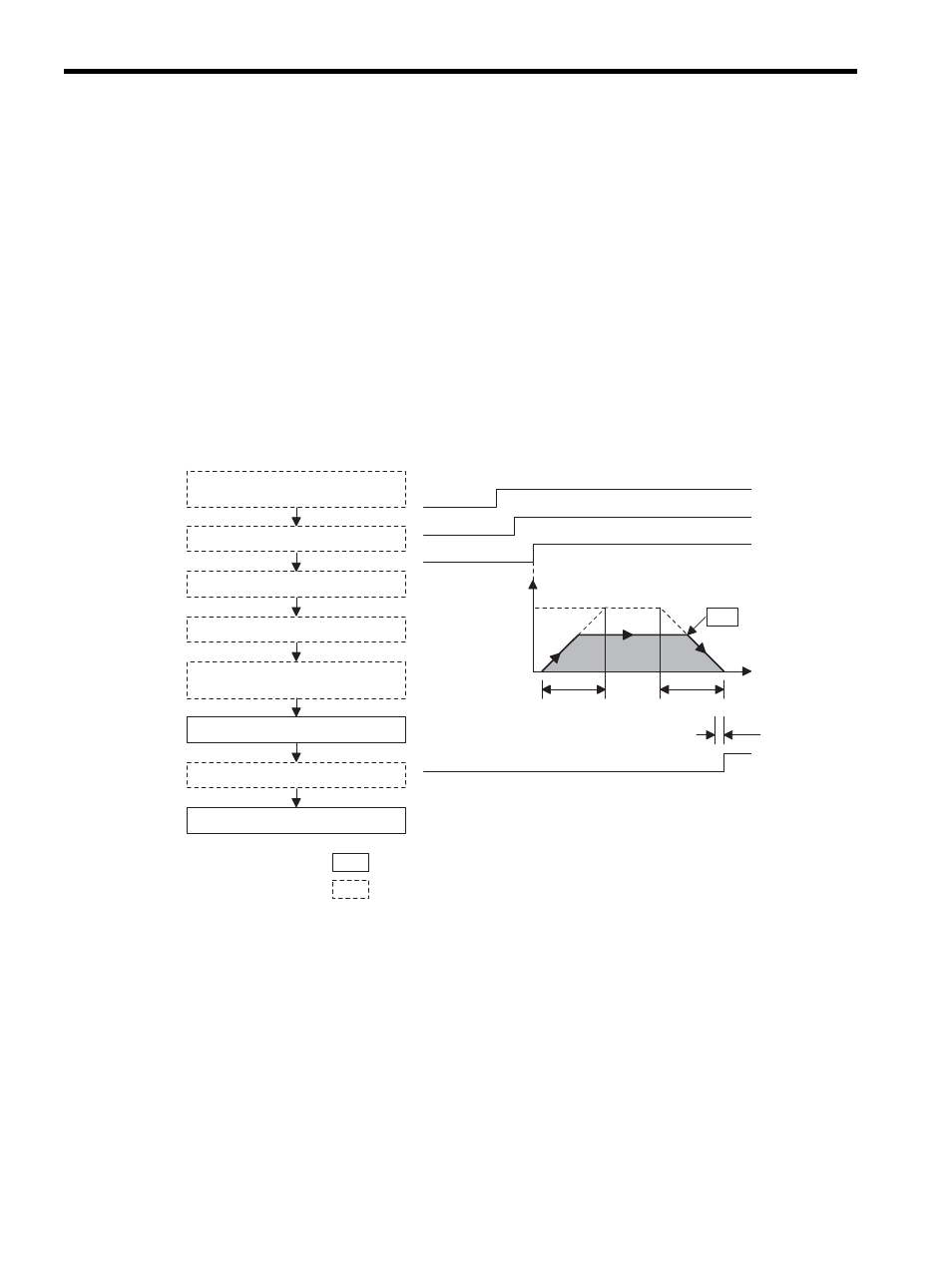
Use the following procedure to perform fixed speed feed operations.
1. Set the initial values for the motion fixed parameters and the motion setting parameters
according to the user’s machine.
2. Set the Position Control Mode (PCON) (bit 2 of OW00).
3. Set the Rapid Traverse Speed (OL22 or OW15).
Set the motion setting parameter to be used with fixed speed feed (FEED).
4. Set RUN Servo ON (RUN) to ON (bit 0 of OW01).
For the PO-01 Module, set Excitation ON (RUN) to ON.
5. Set fixed speed feed (FEED = 7) in the motion command code (OW20).
Fixed speed feed will be started.
1. Set the motion fixed parameters.
Set the motion setting parameter initial values.
2. Set the position control mode (PCON).
3. Set the motion setting parameters.
4 Set Servo ON (RUN) to ON.
5. Execute the fixed speed feed (FEED)
motion command.
Fixed-speed positioning start for the axis.
6. Execute the motion command (NOP (= 0)).
Positioning completed signal
(POSCOMP) turned ON.
: System execution
: User settings
PCON
Speed (%)
100%
Linear acceleration time constant
Positioning completed range
Linear deceleration time constant
Rated speed
Position*
Rapid traverse
speed
RUN
Motion command
(FEED)
* The position is the speed reference
integral value.
Time (t)
0
POSCOMP
NOP command