5 setting speed bias – Yaskawa SGDB User Manual
Page 132
APPLICATIONS OF Σ-SERIES PRODUCTS
3.6.5 Setting Speed Bias
120
• P Control: Proportional control
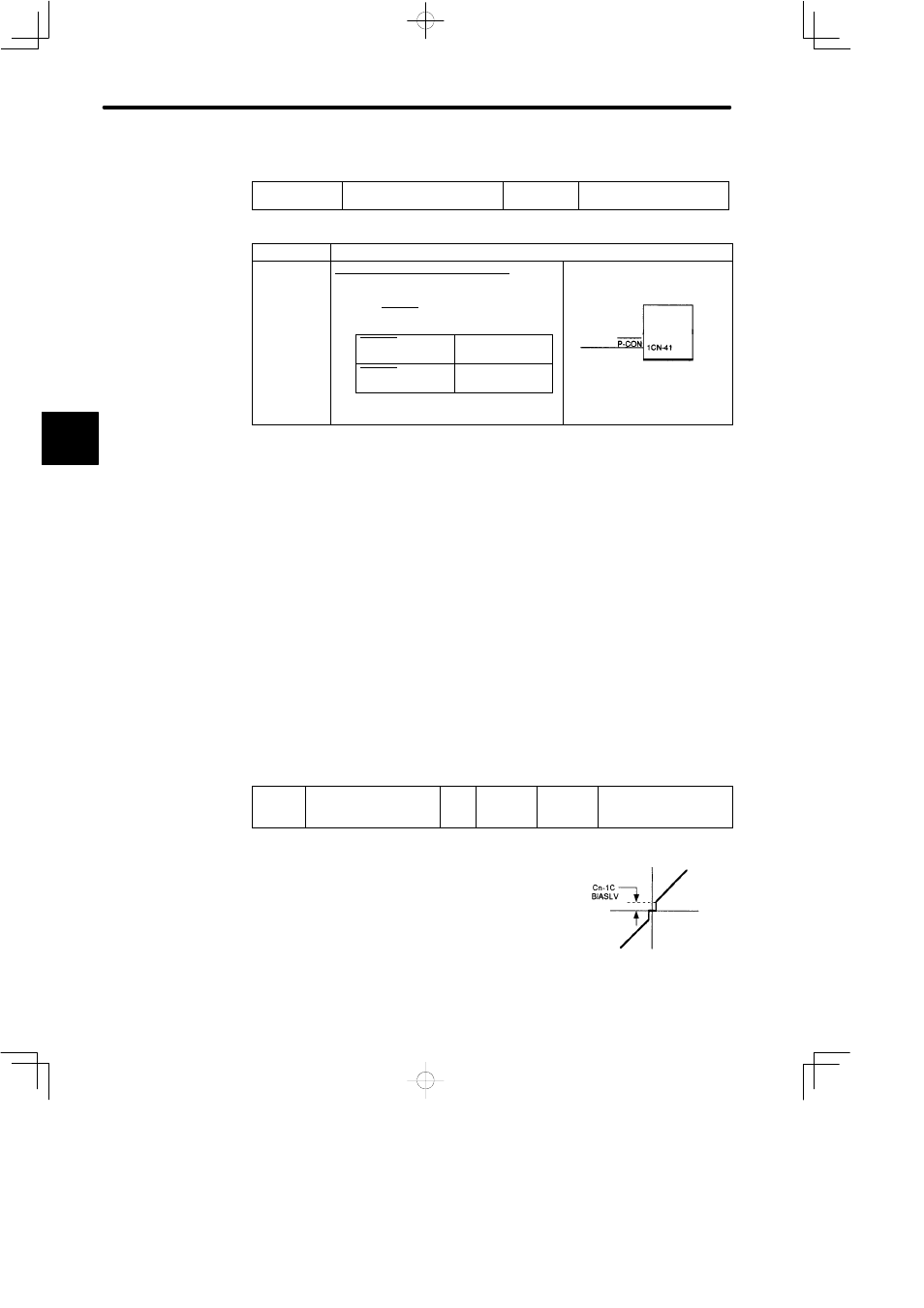
Cn-2B
Control Mode Selection
Factory
Setting: 0
For Speed Control and
Position Control
Cn-2B
Control Mode
Speed Control, Position Control
This is normal speed control or position
control.
D
Signal P-CON (1CN-41) is used to switch
between P control and PI control.
SGDB
SERVOPACK
P/PI
0, 1
P-CON (1CN-41)
is open (OFF)
PI control
P/PI
changeover
P-CON (1CN-41)
is closed (0V)
P control
J
How To Use Proportional Control
Proportional control can be used in the following two ways.
• When operation is performed by sending speed references from the host controller to
the SERVOPACK, the host controller can selectively use P control mode for particular
conditions only. This method can prevent the occurrence of overshoot and also shorten
settling time. For particular conditions, refer to Section 3.6.6 Using Mode Switch.
• If PI control mode is used when the speed reference has a reference offset, the motor
may rotate at a very slow speed and fail to stop even if 0 is specified as a speed refer-
ence. In this case, use P control mode to stop the motor.
3.6.5 Setting Speed Bias
The settling time for positioning can be reduced by assigning bias to the speed reference out-
put part in the SERVOPACK. To assign bias, use the following constant.
Cn-1C
BIASLV
Bias
Unit:
min
−1
Setting
Range: 0
to 450
Factory
Setting: 0
For Position Control
Only
This parameter is set to assign an offset to a
speed reference in the SGDB SERVOPACK. (In
position control mode)
Use this constant to reduce the settling time.
Set this parameter according to machine conditions.
3
Contact input
reference
Error pulse