List of g functions, Address parameters, 2 pr ogr a mming not e s – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 120
120
4.2 Pr
ogr
a
mming Not
e
s
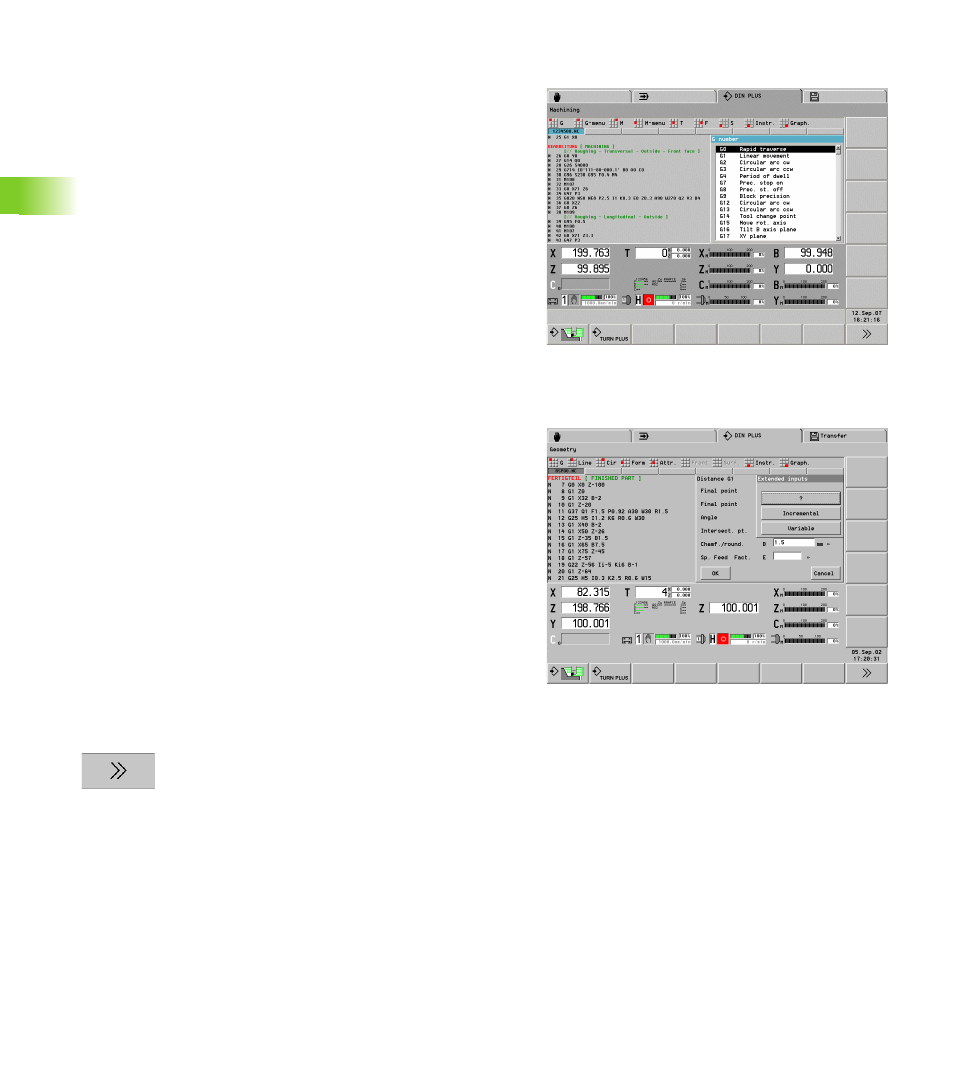
List of G functions
If you do not know the G number, the DIN editor supports you with
the G function list.
U
Select G in the geometry or machining menu. The
editor opens the G number list.
U
Place the cursor on the desired G function.
U
Press ENTER to load the G number.
Address parameters
Coordinates can be programmed absolutely or incrementally. If you do
not make any entry for X, Y, Z, XK, YK, C, the coordinates of the block
previously executed will be retained (modal).
The CNC PILOT calculates missing coordinates in the principal axes X,
Y or Z if you program “?” (simplified geometry programming).
The machining functions G0, G1, G2, G3, G12 and G13 are modal. This
means that the CNC PILOT uses the previous G command if the
address parameters X, Y, Z, I or K in the following block have been
programmed without a G function However, the address parameters
must have been programmed as absolute values.
The CNC PILOT supports the use of variables and mathematical
expressions as address parameters.
To edit address parameters:
U
Call the dialog box.
U
Position the cursor in the input field and enter/change
the values, or
U
„Call “extended input”
„?“ programming (simplified programming)
Switch from incremental to absolute, or vice versa
Activate variable input