Generating a work block – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 496
496
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
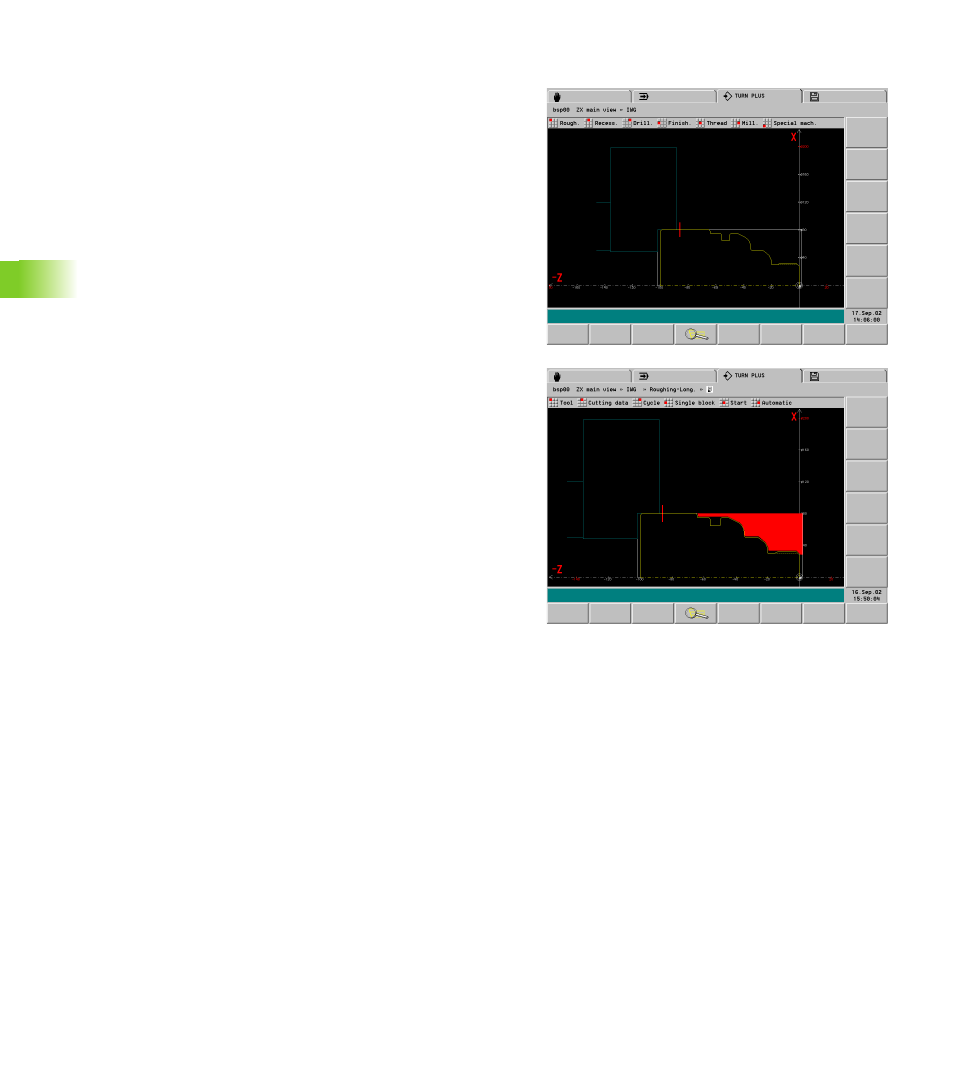
Generating a work block
A work block is defined as follows:
1. Select the machining mode.
2
Select the tool.
3. Check or optimize the cutting data.
4. Define the machining range by area selection (see “Selections” on
5. Check or optimize the cycle parameters.
6. If required: Define the approach position and/or retraction position.
7. If required: Move to the tool change point.
8. Check the work block with the simulation function.
9. Accept or correct the work block.
Alternatively, you can start by defining the machining range. TURN
PLUS can then select the tool (“Tool > Automatic” menu item).
When you have defined all the actions and parameters of the work
block, start the simulation (“Start” menu item). After the simulation,
you have the following options:
Accept the block: The work block is saved and the workpiece is
updated (workpiece blank regeneration).
Change the block: TURN PLUS discards the work block. Correct
the parameters and repeat the simulation.
Repeat the block: TURN PLUS simulates the machining process
again.
Overview of machining modes:
Roughing (see “Overview of roughing operations” on page 499)
Recessing (see “Overview of recessing operations” on page 507)
Drilling (see “Overview of drilling operations” on page 516)
Finishing (see “Finishing” on page 521)
Thread (see “Thread machining (G31)” on page 525)
Milling (see “Overview of milling operations” on page 526)
Special machining (see “Special machining (SM)” on page 532)