Move rotary axis g15, Switch off protection zone g60, 32 other g f unctions – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 303
HEIDENHAIN CNC PILOT 4290
303
4.32 Other G F
unctions
Move rotary axis G15
G15 tilts the rotary axis to the given angle and moves at feed rate to
the programmed position.
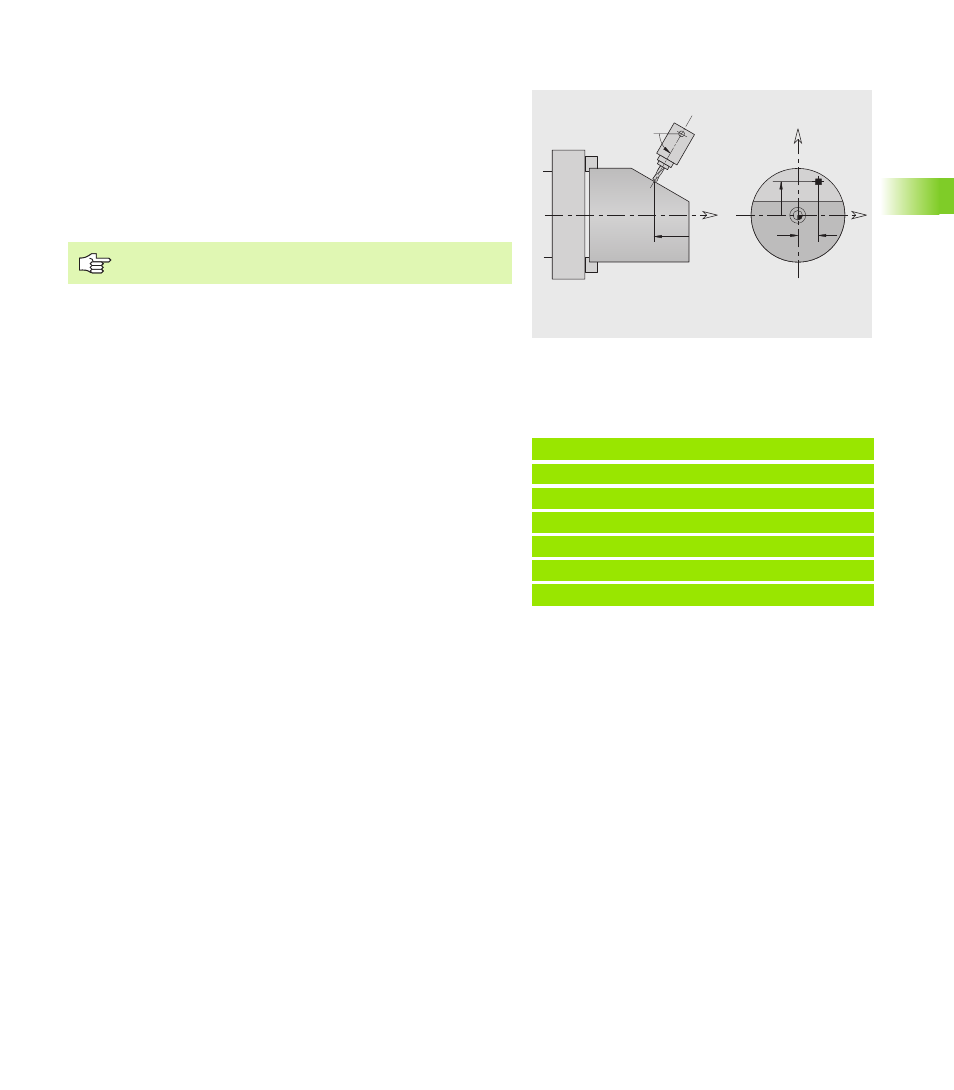
Switch off protection zone G60
G60 is used to cancel protection zone monitoring. G60 is programmed
before the traversing command to be monitored or not monitored.
Application example: With G60, you can temporarily deactivate a
programmed monitoring of the protection zone in order to machine a
centric through hole.
X
Z
Y
Z
Y
X
B
Parameters
A, B
Angle – end point of rotary axis
X, Y, Z
End point of principal axis (X diameter value)
U, V, W
End point of secondary axis
Use G15 to move to position, not to machine
Example: G60
. . .
N1 T4 G97 S1000 G95 F0.3 M3
N2 G0 X0 Z5
N3 G60 Q1 [Deactivate the protection zone]
N4 G71 Z-60 K65
N5 G60 Q0
[Activate the protection zone]
. . .
Parameters
Q
Activate/Deactivate
Q=0: Activate protection zone (modal)
Q=1: Deactivate protection zone (modal)