20 cont our -based t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 230
230
4.20 Cont
our
-Based T
u
rn
ing Cy
cles
Automatic feed rate reduction for chamfers/rounding arcs:
Peak-to-valley height or feed rate with G95-Geo are programmed:
No automatic feed reduction.
Surface roughness or feed rate are not programmed: Automatic
feed rate reduction; the chamfer/rounding arc is machined with at
least 3 revolutions
For chamfers/rounding arcs which, as a result of their size, are
machined with at least three revolutions, the feed rate is not
reduced automatically.
Feed rate reduction for circular elements: The tool radius
compensation (TRC) results under certain conditions to a feed rate
reduction for circular elements (see “Tool-Tip and Cutter Radius
Compensation” on page 196). You can switch this feed rate reduction
off with O.
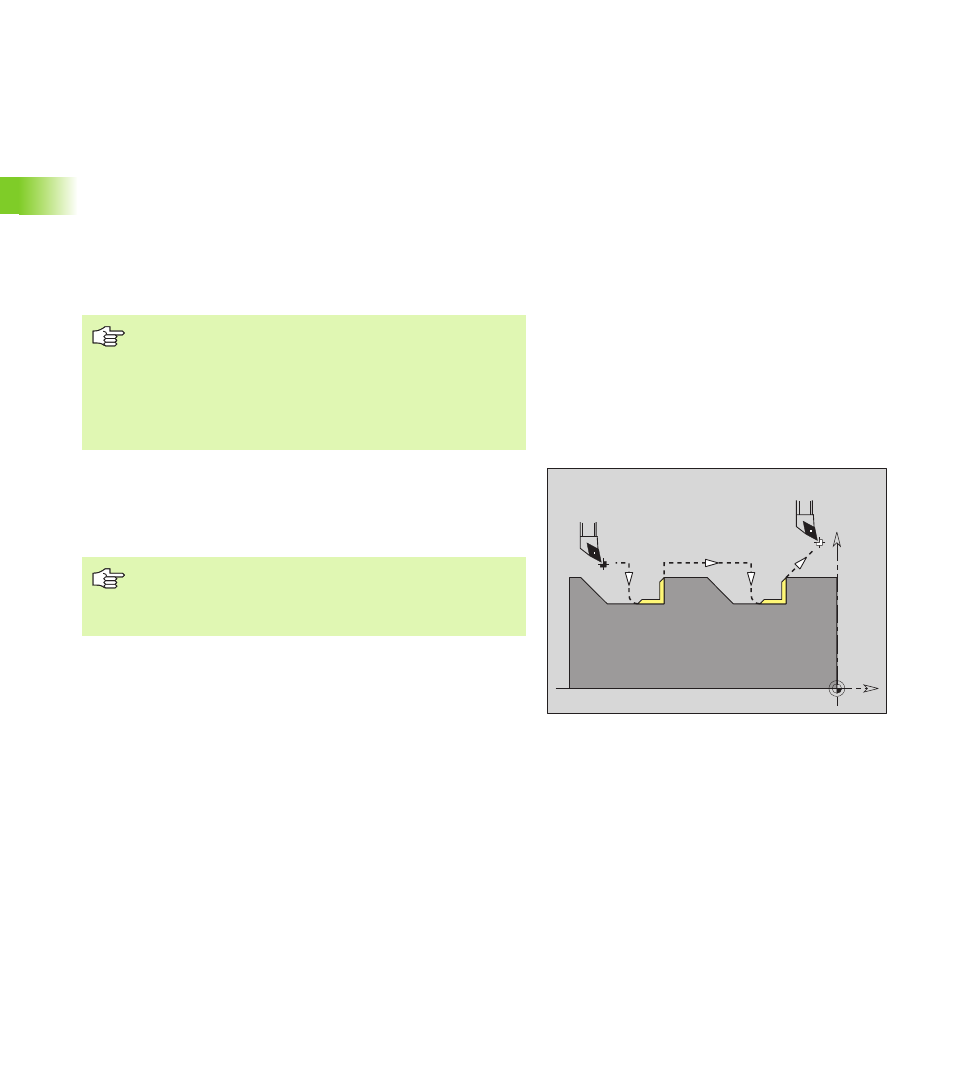
You activate the residual finishing with Q=4 (example: hollowing
with finishing tools that machine in the direction opposite to that
defined). The CNC PILOT knows the areas that have already been
machined and does not machine them again. If Q=4, you cannot
influence the approach type. It is determined by the finishing cycle.
A G57 oversize enlarges the contour (also inside
contours).
A G58 oversize
>0: Enlarges the contour
<0: Is not offset
G57/G58 oversizes are deleted after cycle end.
X
Z
G890 Q4
During residual finishing (G890 – Q4), the CNC PILOT
checks whether the tool can move into the contour valley
without a collision. The collision check is based on tool
parameter ”width dn.“