Linear segment on front/rear face g101, 25 f ront/rear -f ace mac h ining – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 256
256
4.25 F
ront/Rear
-F
ace Mac
h
ining
Linear segment on front/rear face G101
G101 moves the tool on a linear path at the feed rate to the “end
point.”
Example: G101
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X110 Z2
N5 G100 XK50 YK0
N6 G1 Z-5
N7 G42 Q1
N8 G101 XK40
[linear path on front face]
N9 G101 YK30
N10 G103 XK30 YK40 R10
N11 G101 XK-30
N12 G103 XK-40 YK30 R10
N13 G101 YK-30
N14 G103 XK-30 YK-40 R10
N15 G101 XK30
N16 G103 XK40 YK-30 R10
N17 G101 YK0
N18 G100 XK110 G40
N19 G0 X120 Z50
N20 M15
. . .
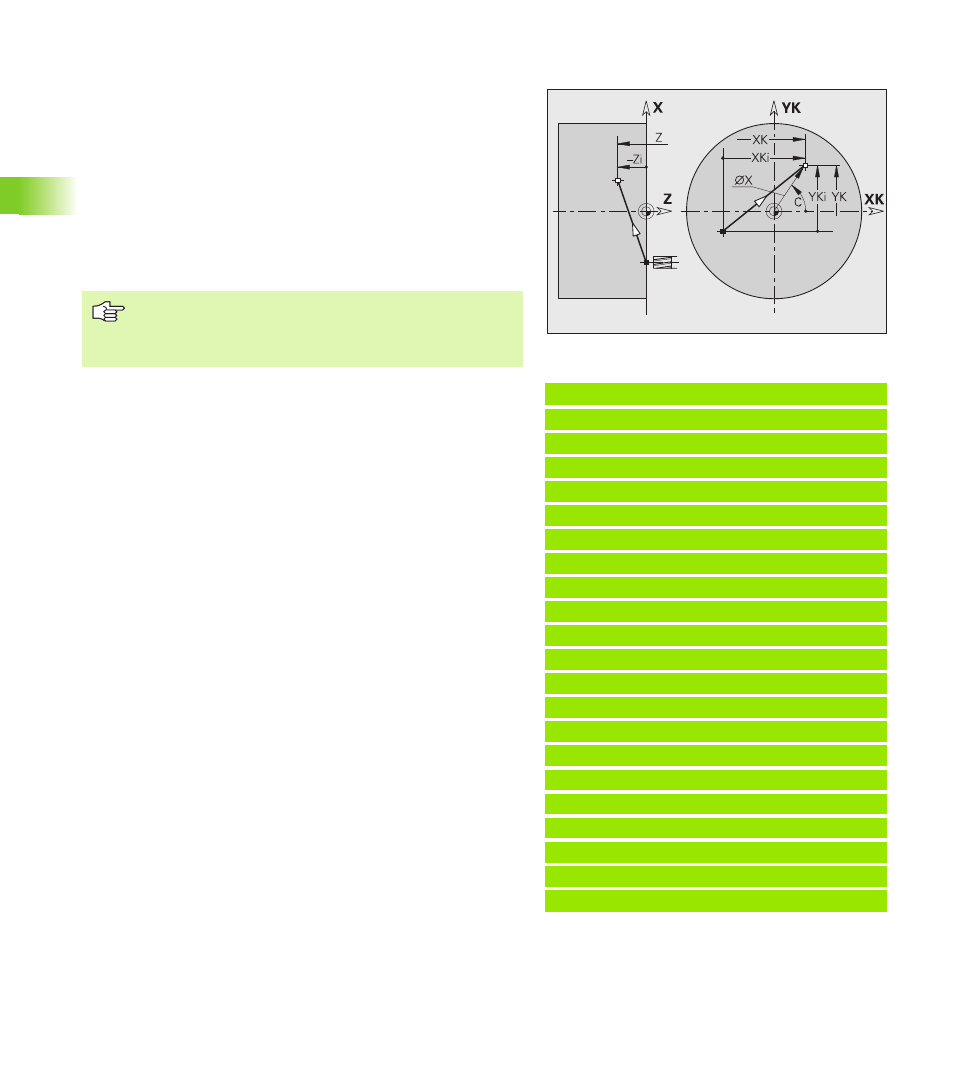
Parameters
X
End point (diameter)
C
End angle—for angle direction, see help graphic
XK
End point (Cartesian)
YK
End point (Cartesian)
Z
End point (default: current Z position)
Programming:
X, C, XK, YK, Z: Absolute, incremental or modal
Program either X–C or XK–YK