27 milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 262
262
4.27 Milling Cy
cles
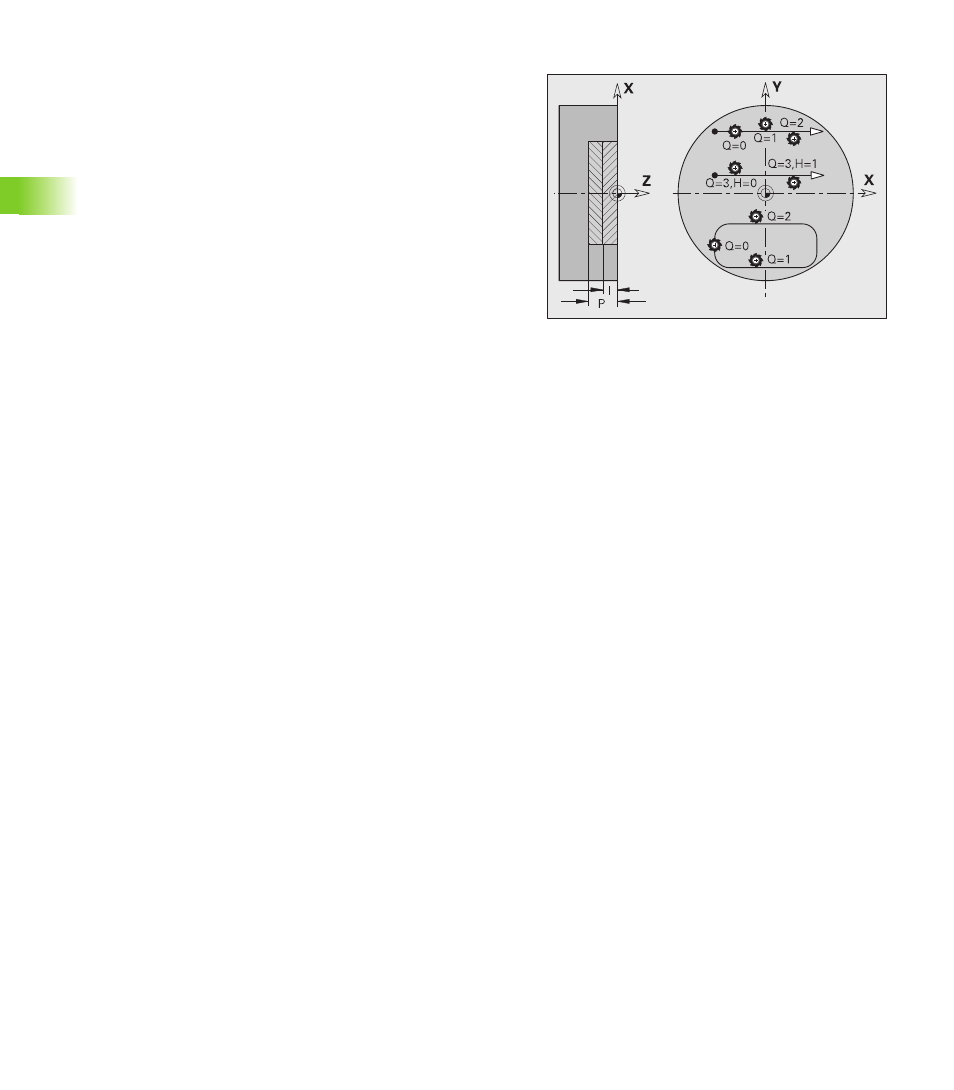
G840 – Calculating hole positions
“G840 A1 ..” calculates the hole positions and stores them at the
reference specified in “NF.” Program only the parameters given in the
following list.
See also:
G840—Fundamentals: Page 261
G840—Milling: Page 263
Parameters – Calculating hole positions
Q
Cycle type (= milling location)
Open contour. If there is any overlapping, Q defines
whether the first area (as of starting point) or the entire
contour is to be machined.
Q=0: Milling center on the contour (hole position =
starting point)
Q=1: Machining at the left of the contour. If there is
overlapping, only the first area of the contour is
machined.
Q=2: Machining at the right of the contour. If there is
overlapping, only the first area of the contour is
machined.
Q=3: Not allowed
Q=4: Machining at the left of the contour. If there is
overlapping, the entire contour is machined.
Q=5: Machining at the right of the contour. If there is
overlapping, the entire contour is machined.
Closed contours
Q=0: Center of milling cutter on the contour (hole
position = starting point)
Q=1: Inside milling
Q=2: Outside milling
Q=3 to 5: Not allowed
NS
Block number – beginning of contour section
Figures: Block number of the figure
Free closed contour: First contour element (not starting
point)
Open contour: First contour element (not starting point). NS
– NE defines the contour direction.
NE
Block number – end of contour section
Figures, free closed contour: No input
Exposed contour: last contour element
Contour consists of an element:
No input: Machining in contour direction
NS=NE programmed: Machining against the contour
direction