6 mac h ining p a ra met e rs – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 596
596
7.
6 Mac
h
ining P
a
ra
met
e
rs
Finishing – Tool tolerances
Approach and departure are in rapid traverse (G0).
Finishing – Machining analysis
Approach and departure
Approach – external finishing [ANFA]
Approach – internal finishing [ANFI]
Departure – external finishing [ABFA]
Departure – internal finishing [ABFI]
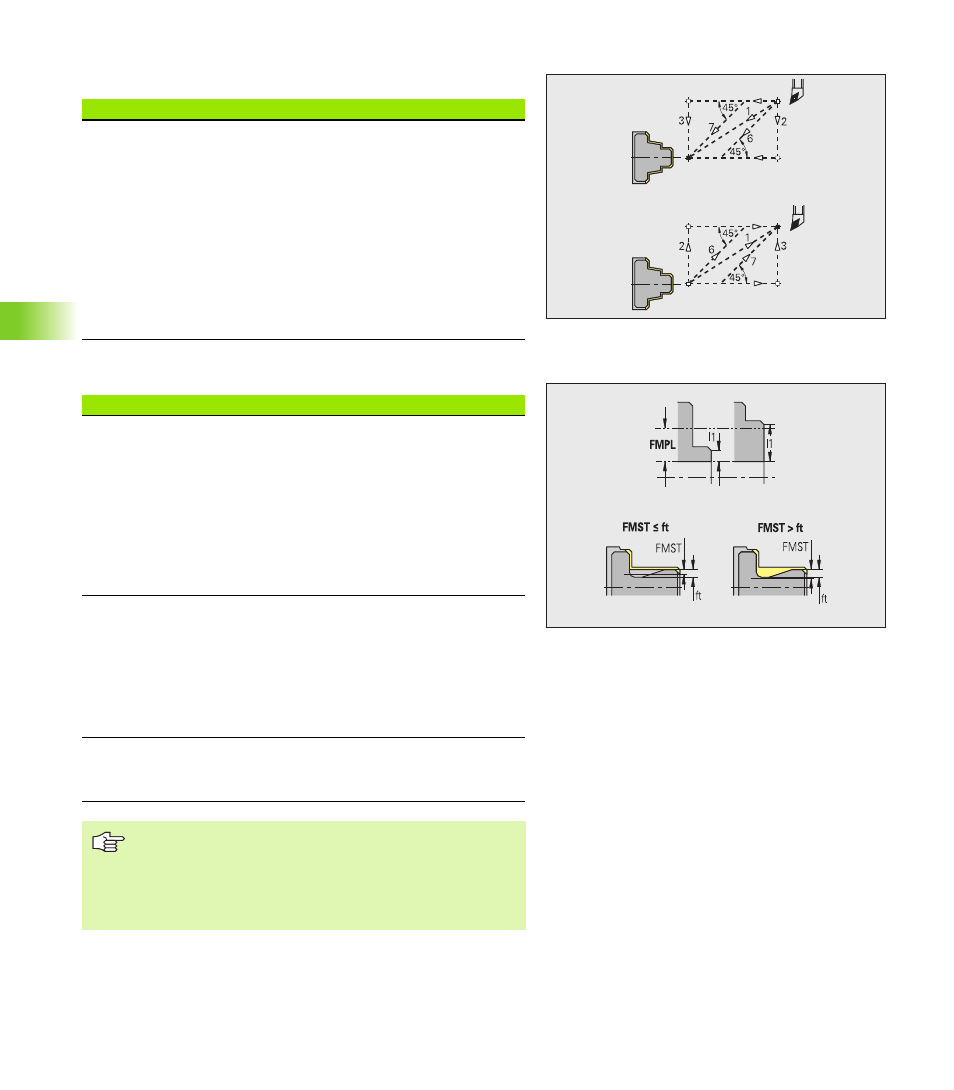
Approach/departure strategy:
1: Move simultaneously in X and Z directions
2: First X, then Z direction
3: First Z, then X direction
6: Coupled motion; X precedes Z direction
7: Coupled motion; Z precedes X direction
Machining analysis
Minimum finishing transverse length [FMPL]
TURN PLUS checks the frontmost element of the outside
contour to be finish-machined. The following rules apply:
Without inside contour: Always with additional transverse
cut
With inside contour – FMPL >= l1: Without additional
transverse cut
With inside contour – FMPL < l1: With additional transverse
cut
Maximum finishing cut depth [FMST]
FMST defines the permissible infeed depth for non-machined
undercuts. The finishing cycle (G890) uses this parameter to
determine whether undercuts (type E, F, G) will be machined
with a contour-finishing operation. The following rules apply:
FMST > ft: With undercut machining (ft: undercut depth)
FMST <= ft: Without undercut machining
Number of revolutions for chamfer or rounding [FMUR]
The feed rate is reduced such that at least FMUR revolutions
can be executed (evaluation: finishing cycle G890).
The following rules apply to FMPL:
The additional transverse cut is executed from the
outside toward the inside.
The “Transverse angle variation PWA” has no effect on
the analysis of the transverse elements.