27 milling cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 266
266
4.27 Milling Cy
cles
Approach and departure: For closed contours, the point of the
surface normal from the tool position to the first contour element is
the point of approach and departure. If no surface normal intersects
the tool position, the starting point of the first element is the point of
approach and departure. For figures, use D and V to select the
approach/depart.
Cycle run for milling
1
Starting position (X, Z, C) is the position before the cycle begins.
2
Calculates the milling depth infeeds.
3
Approaches to safety clearance.
If O=0: Infeed to the first milling depth.
If O=1: Rapid to the first milling depth.
4
Mills the contour.
5
For open contour and slots with slot width equal to the cutter
diameter: Moves at feed rate to the next milling depth, or
plunges at rapid to the next milling depth and mills the contour
in reverse direction.
For closed contours and slots: Lifts off by the safety clearance,
moves forward and approaches to the next milling depth, or
plunges to the next milling depth.
6
Repeats steps 4 and 5 until the complete contour is milled.
7
Return to “retraction plane K.”
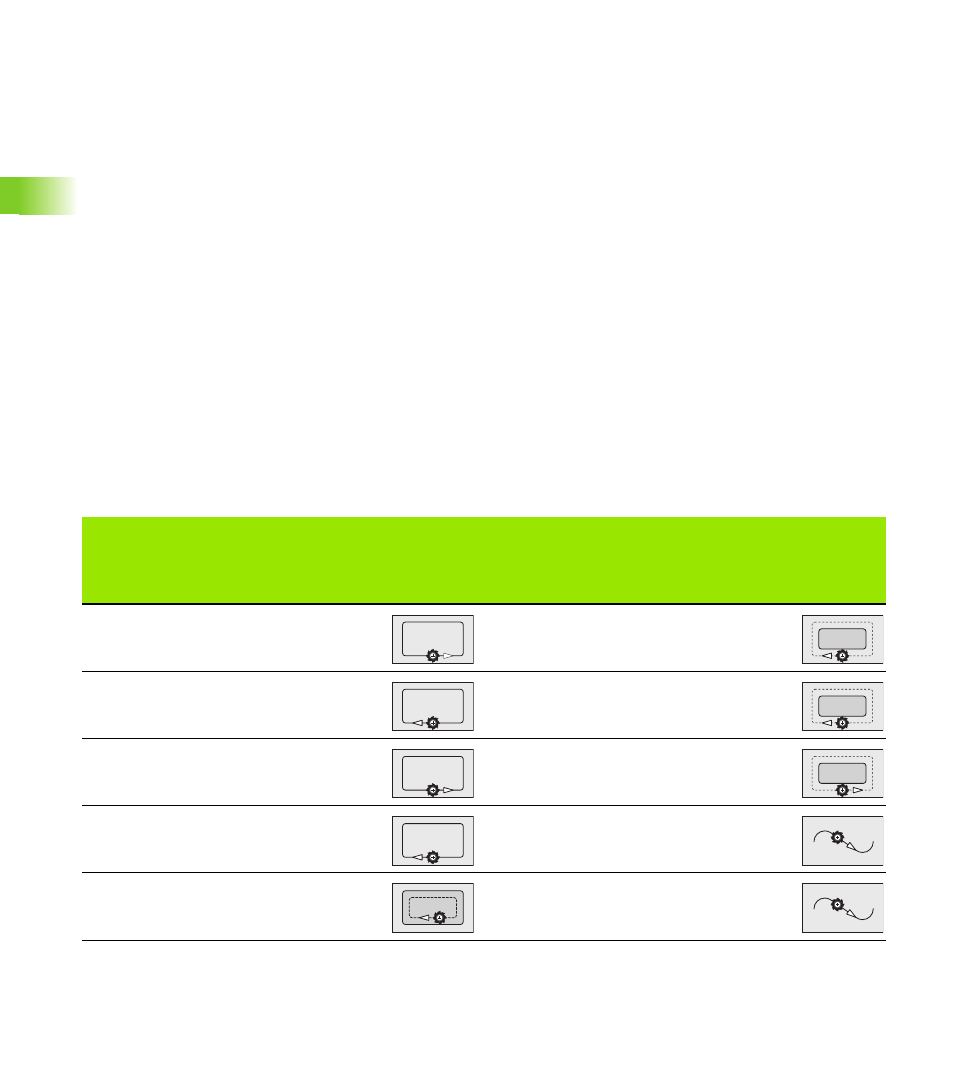
Contour milling G840
Cycle
type
Cutting
direction
Direction
of tool
rotation
TRC
Execution
Cycle
type
Cutting
direction
Direction
of tool
rotation
TRC
Execution
Contour
(Q=0)
–
Mx03
–
Outside
Up-cut
milling (H=0)
Mx04
Left
Contour
–
Mx03
–
Outside
Climb milling
(H=1)
Mx03
Left
Contour
–
Mx04
–
Outside
Climb milling
(H=1)
Mx04
Right
Contour
–
Mx04
–
Contour
(Q=0)
–
Mx03
–
Inside
(Q=1)
Up-cut
milling
(H=0)
Mx03
Right
Contour
–
Mx04
–