Parting – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 512
512
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
Parting
For parting, the AWG activates the expert program entered in
machining parameter 21 – “SP 100098.”
TURN PLUS determines the parameters as far as possible and enters
them as default values. Check, edit or enter the values.
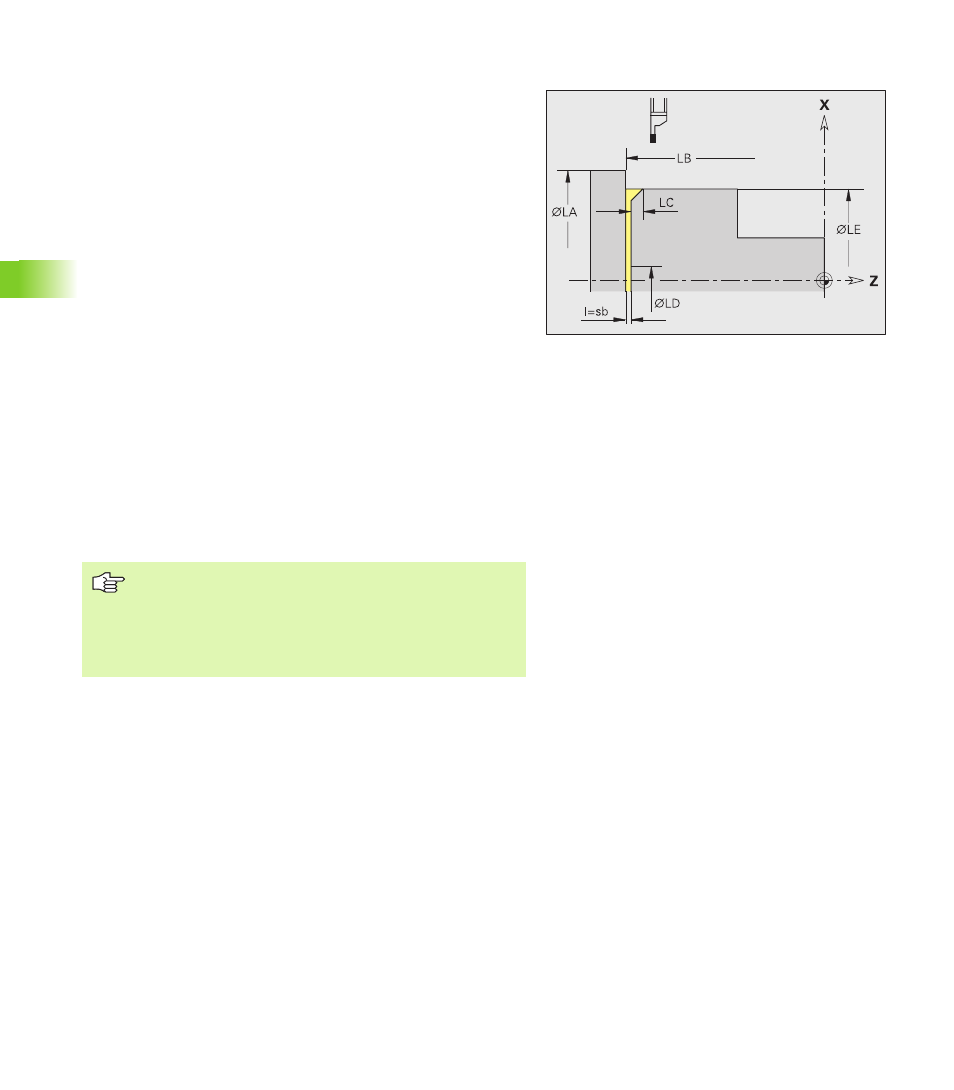
Parameters
LA
Bar diameter
LB
Starting point in Z. TURN PLUS uses the position that you
defined when selecting the machining range.
LC
Chamfer/Rounding
< 0: Chamfer width
> 0: Rounding radius
LD
Feed rate reduction from position X. The reduced feed rate is
defined in the expert program.
LE
Diameter of finished part for determining the position of the
chamfer/rounding
LF
Inside diameter. The expert program traverses beyond this
position to ensure safe parting.
= 0: for a solid workpiece
> 0: for a pipe/tube
LH
Safety clearance to starting position X
I
Width of parting tool. This parameter is usually not evaluated.
Select the machining range: Select the vertical
element, at which part is to be parted and the chamfer/
rounding is to be machined.
Expert programs are provided by the machine tool
builder. Refer to the machine manual for the meanings
of the parameters and the sequence of the program.