Contour milling – roughing/finishing (g840) – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 527
HEIDENHAIN CNC PILOT 4290
527
6.14 Int
e
ra
ctiv
e W
o
rk
ing Plan Gener
a
tion (IWG)
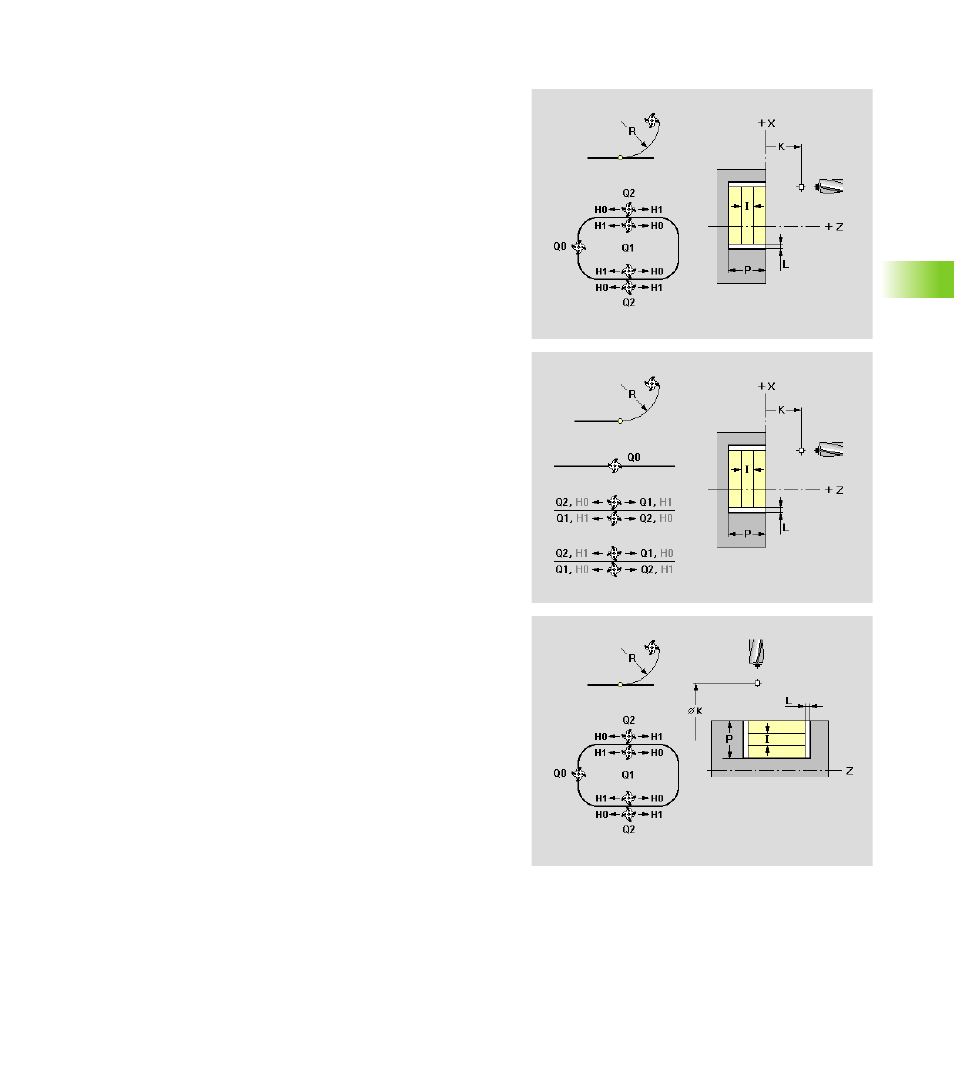
Contour milling – Roughing/Finishing (G840)
The IWG generates the cycle G840, including the following
parameters, for the selected open or closed contour.
Parameters
K
Retraction plane (default: back to starting position)
Front/read face: Position in Z direction
Lateral surface: Position in X direction (diameter)
Q
Cutter position
Q=0: Milling center on the contour
For closed contours:
Q=1: Inside milling
Q=2: Outside milling
For open contours:
Q=1: Left of the contour (reference: machining direction)
Q=2: Right of the contour (reference: machining direction)
H
Cutting direction
H=0: Up-cut milling
H=1: Climb milling
R
Approach radius
R=0: Approach contour element directly
R>0: Approaching/departing radius that connects
tangentially to the contour element
R<0 for inside corners: Approaching/departing radius that
connects tangentially to the contour element
R<0 for outside corners: Contour element is approached/
departed tangentially on a line
P
Milling depth (overwrites the depth defined in the contour
definition)
I
Maximum infeed (default: milling in one infeed)