20 contour-based turning cycles, Working with cycles, Longitudinal roughing g810 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 212
212
4.20 Cont
our
-Based T
u
rn
ing Cy
cles
4.20 Contour-Based Turning Cycles
Working with cycles
Finding the block references:
Activate the contour view:
U
Press the soft key or select the menu item “Graphic.”
U
Place cursor in NS or NE input field
Switch to graphic window:
U
Press the CONTINUE soft key
Select the contour element:
U
Use the horizontal arrow keys to select the contour
element
U
Use the vertical arrow keys to switch between
contours (also face contours, etc.).
U
Confirm the block number of the contour element
with ENTER
Cutting limit
The tool position before the cycle call determines the effect of a
cutting limit. The CNC PILOT machines the area to the right or to the
left of the cutting limit, depending on which side the tool has been
positioned before the cycle is called.
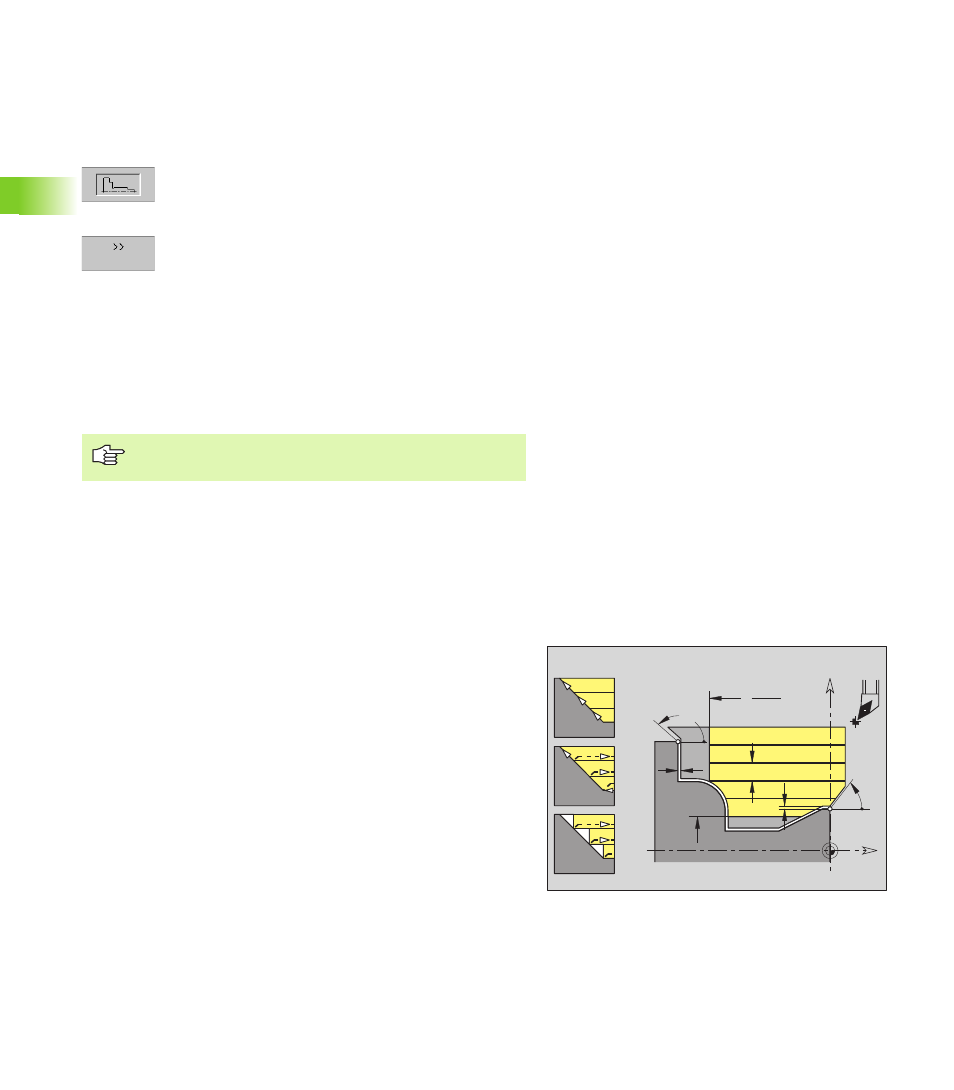
Longitudinal roughing G810
G810 machines the contour area from NS to NE defined by NS, NE. If
required, the area to be machined is divided into several sections
(example: with contour valleys).
If you press the vertical arrow keys, the CNC PILOT also
considers contours that are not displayed on the screen.
0
2
H
1
W
A
K
X
Z
P
I
Z
Ø
X
Ø
Parameters
NS
Starting block number (beginning of contour section)
NE
End block number (end of contour section)
NE not programmed: The contour element NS is machined
in the direction of contour definition.
NS=NE programmed: The contour element NS is machined
opposite to the direction of contour definition.
P
Maximum infeed
I
Oversize in X direction (diameter value) – (default: 0)
K
Oversize in Z direction (default: 0)