Circular arc on lateral surface g112/g113, 26 lat er al surf ace mac h ining – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 260
260
4.26 Lat
er
al Surf
ace Mac
h
ining
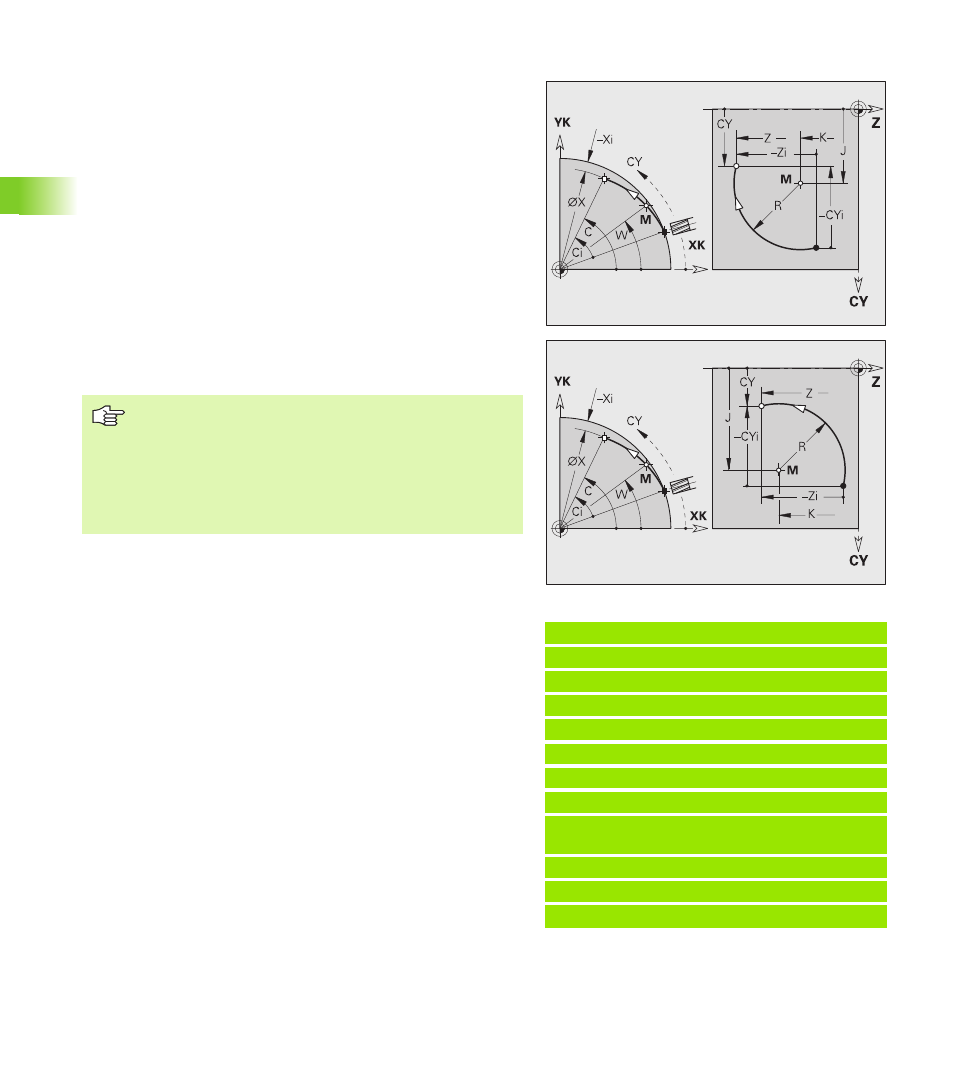
Circular arc on lateral surface G112/G113
G112/G113 moves the tool in a circular arc at the feed rate to the “end
point.”
Example: G112, G113
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N7 G110 Z-20 CY0
N8 G111 Z-40
N9 G113 CY39.2699 K-40 J19.635
[circular
arc]
N10 G111 Z-20
N11 G112 CY0 K-20 J19.635
N13 M15
Parameters
Z
End point
C
End angle—for angle direction, see graphic support window
CY
End point as linear value (referenced to unrolled reference
diameter G120)
R
Radius
K
Center
W
Center of angle (angular direction: see help graphic)
J
Center point as linear value (referenced to unrolled G120
reference diameter)
X
End point (diameter value)—(default: current X position)
Programming:
Z, C, CY: Absolute, incremental, or modal
K; W, J: Absolute or incremental
Program either Z–C or Z–CY and K–J
Program either center or radius
For radius: Only arcs <= 180° are possible