6 – recessing and contour recessing, 6 mac h ining p a ra met e rs – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 597
HEIDENHAIN CNC PILOT 4290
597
7.
6 Mac
h
ining P
a
ra
met
e
rs
6 – Recessing and contour recessing
Recessing, contour recessing – Approach and departure
Approach and departure are in rapid traverse (G0).
Recessing, contour recessing – Tool selection, oversizes
Approach and departure
Approach – external recessing [ANESA]
Approach – internal recessing [ANESI]
Departure – external recessing [ABESA]
Departure – internal recessing [ABESI]
Approach – external contour recessing [ANKSA]
Approach – internal contour recessing [ANKSI]
Departure – external contour recessing [ABKSA]
Departure – internal contour recessing [ABKSI]
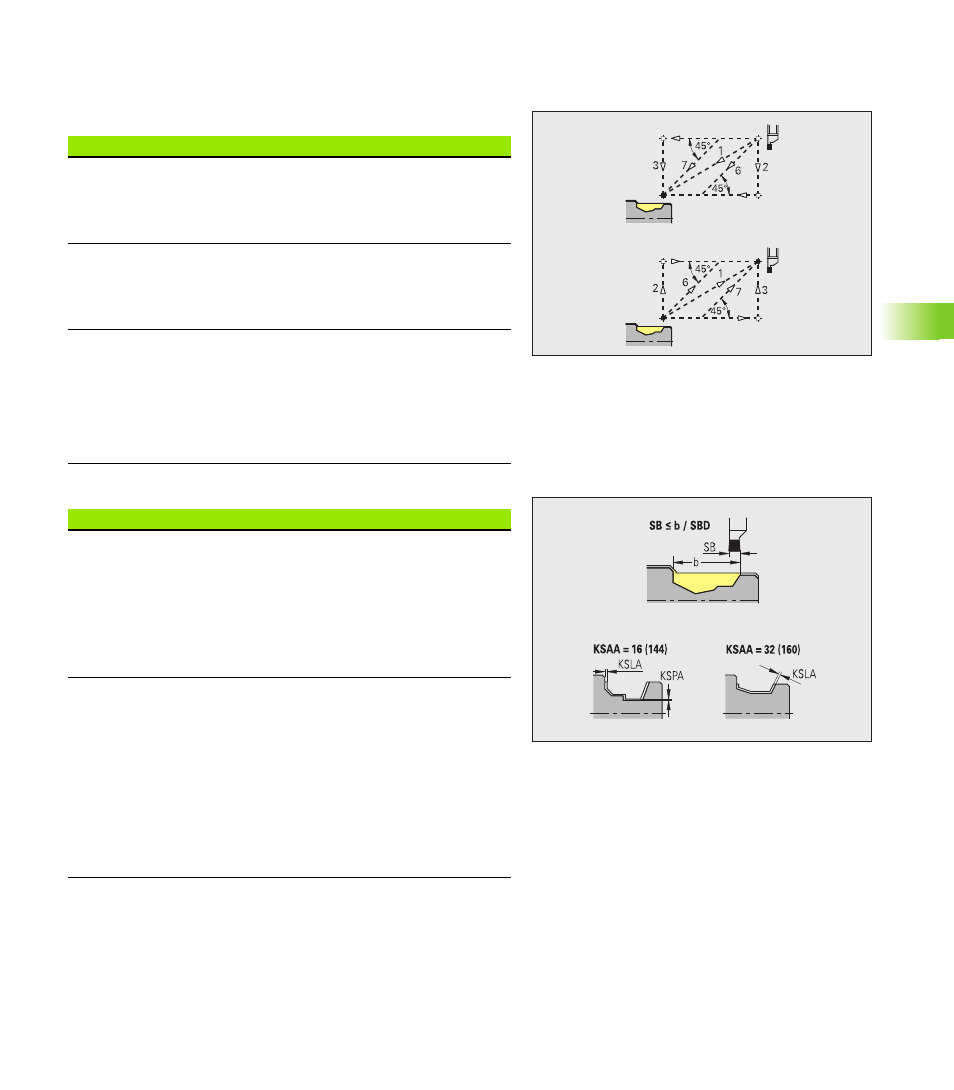
Approach/departure strategy:
1: Move simultaneously in X and Z directions
2: First X, then Z direction
3: First Z, then X direction
6: Coupled motion; X precedes Z direction
7: Coupled motion; Z precedes X direction
Tool selection, oversizes
Recessing width divisor [SBD]
If a recess base machined with a contour-recessing cycle does
not contain paraxial elements but only linear elements, a
suitable tool is selected using the “recessing width divisor
SBD.”
SB <= b / SBD
(SB: width of recessing tool; b: width of machining area)
Type of oversize [KSAA]
The recessing area to be machined can be assigned oversizes.
When oversizes have been defined, a recess is first rough-
machined and then finish-machined. Inputs:
16: Longitudinal and transverse oversizes differ – no single
oversizes
144: Longitudinal and transverse oversizes differ – with
single oversizes
32: Equidistant oversize – no single oversizes
160: Equidistant oversize – with single oversizes