12 tool positioning, Rapid traverse g0, Setting the tool change position g14 – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 187
HEIDENHAIN CNC PILOT 4290
187
4.12 T
ool P
o
sitioning
4.12 Tool Positioning
Rapid traverse G0
G0 moves at rapid traverse along the shortest path to the target point.
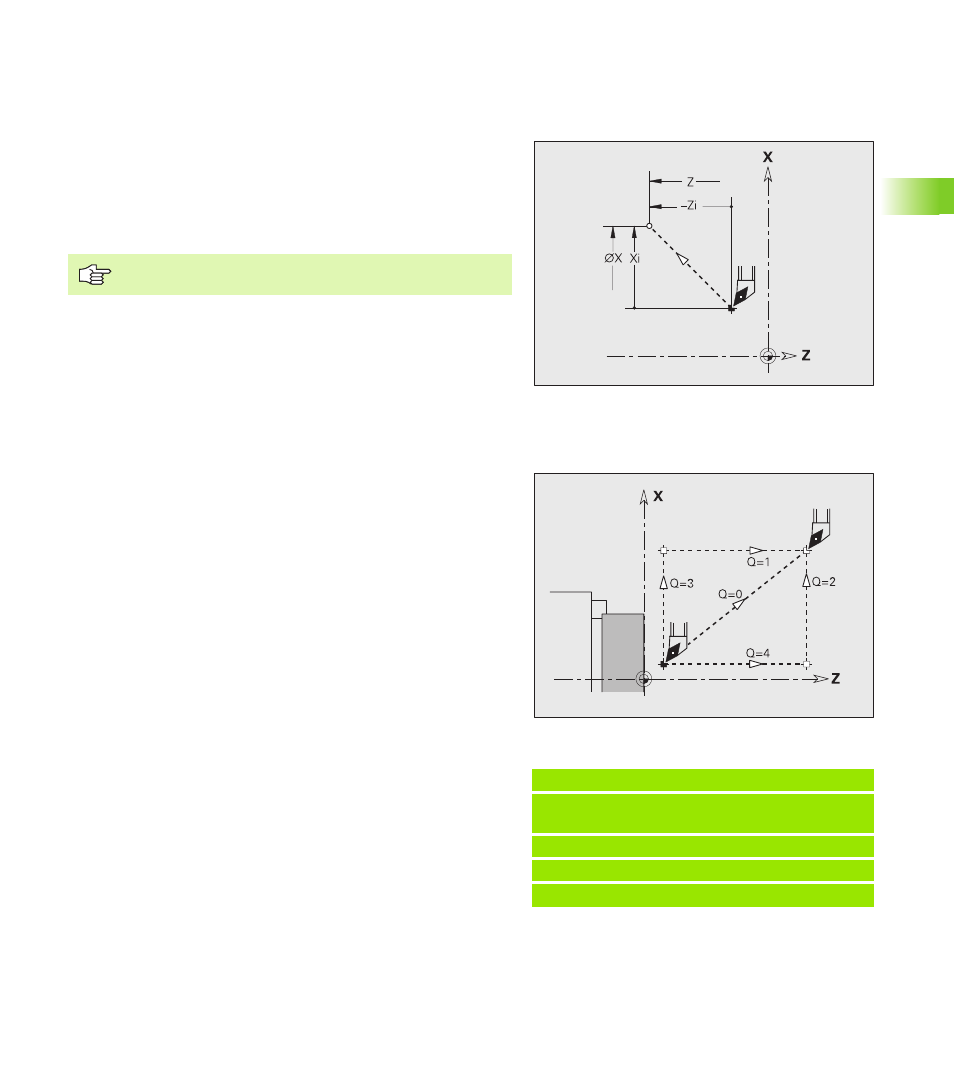
Setting the tool change position G14
G14 moves the slide at rapid traverse to the tool change position. In
setup mode, define permanent coordinates for the tool change
position.
Parameters
X
Target point (diameter)
Z
Target point
Programming X, Z: Absolute, incremental or modal
Example: G14
. . .
N1 G14 Q0
[Move to the tool change
position]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parameters
Q
Sequence. Determines the course of traverse movements
(default: 0)
Q=0: Diagonal path of traverse
Q=1: First X, then Z direction
Q=2: First Z, then X direction
Q=3: Only X direction, Z remains unchanged
Q=4: Only Z direction, X remains unchanged