Undercut cycle g85, 21 simple t u rn ing cy cles – HEIDENHAIN CNC Pilot 4290 V7.1 User Manual
Page 235
HEIDENHAIN CNC PILOT 4290
235
4.21 Simple T
u
rn
ing Cy
cles
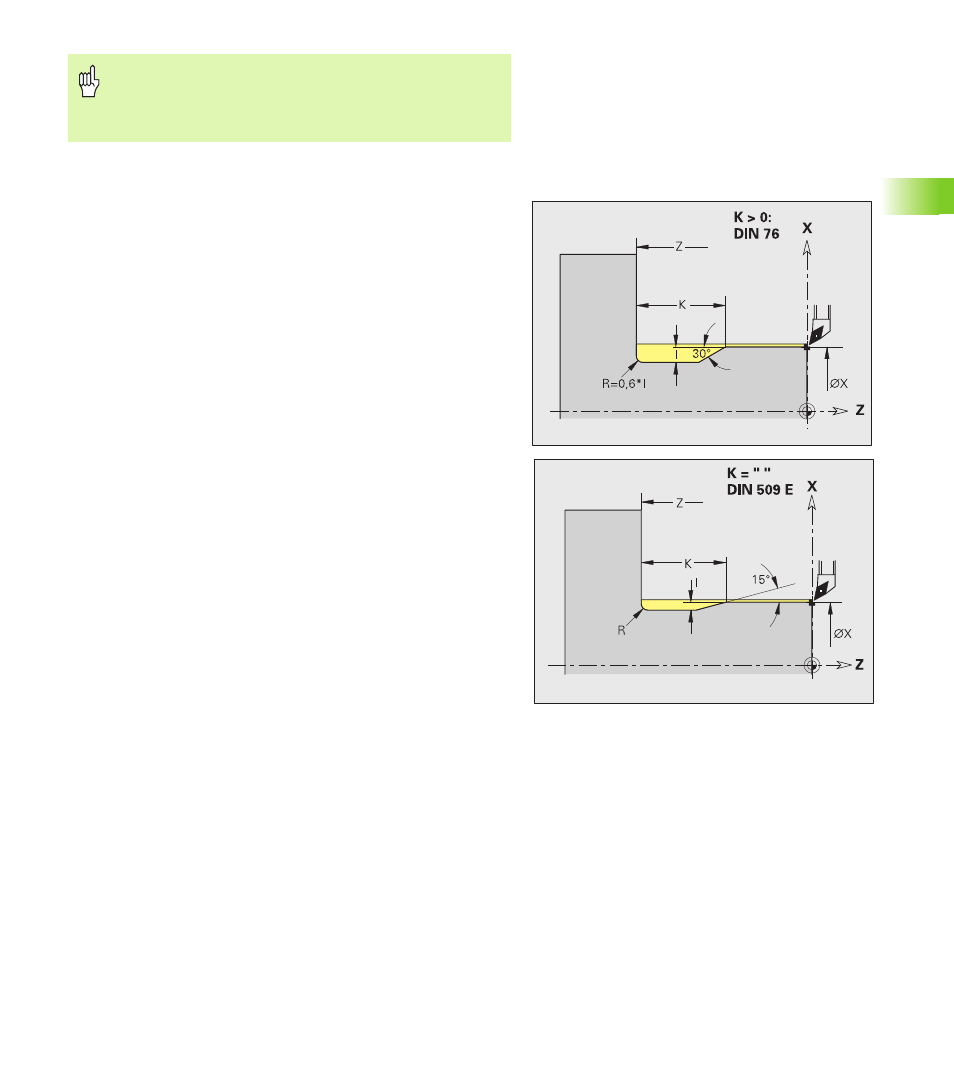
Undercut cycle G85
With the function G85, you can machine undercuts according to
DIN 509 E, DIN 509 F and DIN 76 (thread undercut). The CNC
PILOT determines the type of undercut using K.
G85 machines the adjoining cylinder if you position the tool to
diameter X “in front of” the cylinder.
The undercut rounding arcs are executed with the radius 0.6 * I.
Danger of collision!
After each pass, the tool returns on a diagonal path before
it advances for the next pass. If required, program an
additional rapid traverse path to avoid a collision.
Parameters
X
Target point (diameter)
Z
Target point
I
Depth (radius)
DIN 509 E, F: Finishing oversize (default: 0)
DIN 76: Undercut depth
K
Undercut width and type of undercut
K No input: DIN 509 E
K=0: DIN 509 F
K>0: Undercut width for DIN 76
E
Reduced feed for machining the undercut (default: active feed
rate)
Also see the following tables